Module 8. Statistical quality control
Lesson 29
FUNDAMENTAL CONCEPTS OF ACCEPTANCE SAMPLING PLAN BY ATTRIBUTES
29.1 Introduction
By SQC we mean the various statistical methods used for maintenance of quality in a continuous flow of manufactured products. In any manufacturing process it is not possible to produce goods of exactly the same quality. Variation is bound to be there or inevitable. There are two types of variation (1) Chance Causes of Variation—Allowable (2) Assignable Causes of Variation — Preventable. The main purpose of SQC is to device statistical methods to separate out allowable / chance Causes of Variation from Preventable / Assignable Causes of Variation. In this problem we try to control the manufacturing process so that the proportion of defective items is not excessively large. This is known as process control and is achieved mainly through control charts technique which has been discussed in the previous lesson.
On the other hand there is another type of problem where we may like to ensure that lots of manufactured goods do not contain an excessively large proportion of defective items. This is known as ‘Product Control’ and is achieved mainly through the technique of Acceptance Sampling Plans/ Sampling Inspection by Attributes. Product control or Lot control will be far more economical if the process is under statistical control because in that case the rejections of goods and the amount of sampling for arriving at a decision will be minimum. In this lesson we discuss various terms and definitions used in the context of acceptance sampling plan by attributes.
29.2 Basic Concepts
29.2.1 Producer
By Producer we mean a person or firm which manufacture goods or articles to be supplied to another person or firm or another section of the same firm.
29.2.2 Consumer
By Consumer we mean a person or firm which receive articles from the producer.
29.2.3 Acceptable quality level (AQL)
A lot with relatively small fraction defective (i.e. sufficiently of good quality) say p1 that we do not wish to reject more often than a small proportion of time is sometimes referred to as a good lot. Usually
Pr. [Rejecting a lot of Quality p1] =0.05
p1= Pr. [Accepting a
lot of Quality p1] =0.95
‘p1’is known as the Acceptable Quality Level and a lot of this
Quality is considered as Satisfactory by the Consumer. If
α
is the Producer’s Risk then that level of quality which results in 100 (1-
α)% acceptance of the good lots submitted for inspection.
29.2.4 Lot tolerance percent defective (LTPD)
The Lot Tolerance Fraction Defective Pt is the maximum Fraction Defective which the Consumer is prepared to tolerate in the accepted lot. In other words, this is the Quality Level which the Consumer regards as rejectable (not acceptable) and is usually abbreviated as Rejected Quality Level (RQL). A lot of quality Pt stands to accept some arbitrary and small Fraction of time, usually 10%.
29.2.5
Process average fraction defective ![]()
The quality turned out by the Manufacturing process over a
long period of time is known as Process Average Fraction defective denoted by![]() . In Industry, the quality of any process tends to settle down to
some level which is expected to be more or less the same every day for a
particular machine. If this level could be maintained and if the process is
working free from assignable causes of variation, the inspection could often be
dispensed with. But in practice, as a result of the failure of machine and men,
the quality of the product may suddenly deteriorate. The process average of any
manufactured product is obtained by finding the percentage of defectives in the
product over a fairly long time.
. In Industry, the quality of any process tends to settle down to
some level which is expected to be more or less the same every day for a
particular machine. If this level could be maintained and if the process is
working free from assignable causes of variation, the inspection could often be
dispensed with. But in practice, as a result of the failure of machine and men,
the quality of the product may suddenly deteriorate. The process average of any
manufactured product is obtained by finding the percentage of defectives in the
product over a fairly long time.
29.2.6 Consumer’s risk
Any sampling scheme would involve certain risk on the part of the consumer in the sense that he/she has to accept certain percentage of undesirable bad lots. The probability of accepting a lot of unsatisfactory quality is known as consumer’s risk. It pt be the lot tolerance percent defective (LTPD) i.e. Maximum fraction defective in the lot which he/she will tolerate , then the probability of accepting a lot with fraction defective Pt is called consumer’s risk and is written as Pc. Usually it is denoted by β.
Pc = P[Accepting a lot of quality pt] = β
29.2.7 Producer’s risk
The Producer has also to
face the situation that some good lots will be rejected. He might demand
adequate protection against such contingencies happening too frequently just as
the Consumer can claim reasonable protection against accepting too many bad lots.
The Probability of rejection of a lot with 100 ![]() as the process average percent defective is called Producer’s Risk
and is usually denoted by ∝.
as the process average percent defective is called Producer’s Risk
and is usually denoted by ∝.
Pp = P [of rejecting a
lot of Quality ![]() ] = ∝
] = ∝
29.3 Sampling Inspection by Attributes
From economic consideration it is practically impossible to inspect the whole lot in product control. That is why we have to depend upon sampling inspection. By sampling inspection for attribute it is meant that the items are judged good or defective by inspection of the sampling and quality of the lot adjudged from sample fraction defective.
29.4 Benefits of Sampling Inspection
Sampling inspection is economical when compared to cent percent inspection and is the only recourse when the inspection procedure is destructive. The advantages of sampling inspection are that it:
· provides desired assurance of quality.
· minimizes damages from handling during inspection.
· exerts pressure on vendor to improve quality through rejection of entire lot (instead of returning only the defectives) thus placing the responsibility for sorting on him.
· needs fewer Inspectors who can be trained more effectively than a large number.
· increases inspector’s importance (since his sample results lead to important decision) and creates a sense of responsibility.
· reduces errors due to Monotony since he has to inspect a few pieces from lots of different products.
· is easily adjustable to suit rate of incoming material without compromising on desired quality assurance.
29.5 Validity of Sampling
Inspection of sample tells
· Whether items in a sample are good or bad.
· Whether the process at the time when the samples were selected was satisfactory or not.
· Whether the uninspected Items made at the same time by the same process are acceptable or not.
· Whether the process is stable.
· Whether the items to be produced are going to be acceptable or not.
29.6 Acceptance Sampling by Attributes
In many a manufacturing process the producer in order to ensure that the manufactured goods are according to specifications of the consumer, gets his lot checked at strategic stages. On the other hand, the consumer is anxious to satisfy himself about the quality of goods he accepts. An ideal way of doing this seems to inspect each and every item presented for acceptance i.e., to resort to 100% inspection. Cent percent inspection should be resorted under the following conditions
· The occurrence of a defect may cause loss of life or serious casualty to personnel.
· A defect may cause serious malfunction of the equipment. 100% inspection may also be resorted when (i) the lot size is small, and (ii) the incoming quality is poor or unknown.
If testing is destructive, as for instance in the case of crackers, shells, bulbs etc., it is absolutely non-sense to talk of cent percent inspection. Even in these cases where 100% inspection is possible, it may not be desirable because
a) It is costly and time consuming and
b) Due to fatigue, impossibility of proper check and variations in efficiencies of inspection in time, persons, and place, however careful one may be, the inspection lot is likely to contain a small number percentage of defective items.
So from practical point of view, sampling procedures are adopted i.e., a lot is accepted or rejected on the basis of the samples drown at random from the lot.
It has been found that if a scientifically designed sampling inspection plan is used, it provides adequate protection to producer as well as consumer. The main object of inspection is to control the quality of the product by critical examination at strategic points. Sampling inspection besides keeping down the cost of production also ensures that the quality of a lot accepted is according to the specifications of the consumer. The guidelines for a sampling procedure are that
a) It should give definite assurance again passing any unsatisfactory lot, and
b) Inspection expenses should be as low as possible subject to degree of protection afforded by (a).
29.6.1 An acceptance plan prescribes
· procedure of sampling from a specified lot.
· size of sample.
· statistic to be formed from sample observations.
· the decision criteria and
· the procedure for disposal of the rejected lot (to be returned to vendor or screened).
29.6.2 Characteristics of a good acceptance plan
· protect the producer against having any lot rejected when his product is in a state of control and satisfactory as to level and uniformity.
· protect the consumer against acceptance of the bad lot.
· give long run protection to consumer.
· encourage the producer to keep his process under control.
· minimize Cost of sampling, inspection and administration.
· provide information concerning the quality of the product.
29.7 Sampling Inspection by Attributes
From economic considerations, it is practically impossible to inspect the whole lot in lot control or product control. That is why we have to depend upon sampling inspection.
By sampling inspection for Attributes we mean that the items are judged good or defective by inspection and the quality of lot is adjudged from sample fraction defective.
In discussing acceptance sampling the following symbols will be of much use.
N = number of items or pieces in a given lot
n = number of items or pieces in a given sample
M = number of defective items or pieces in a given lot of size N
m = number of defective items or pieces in a given sample of size
m.
C = acceptance number or maximum allowable number of defective
pieces or articles in a sample of size n.
p = fraction defective. In a given submitted lot this is M/N
and in a given sample it is m/n
Pa =
probability of Acceptance.
p1 = true
process average fraction defective of a product submitted for inspection.
![]() = average fraction defective in observed samples.
= average fraction defective in observed samples.
∝ = Producer’s Risk, the
Probability of Rejection of product of some stated desirable quality.
∝ = 1- Pa at the
stated quality.
β = Consumer’s
Risk, the Probability of accepting a product of some stated undesirable
quality. It is the value of Pa at the stated quality.
β = Pa
29.8 Single Sampling Plan
In acceptance sampling inspection, a defective article is one that fails to conform to specifications in one or more quality characteristics. A common procedure in acceptance sampling is to consider each submitted lot of product separately and to base the decision on acceptance or rejection of the lot on the evidence of one or more samples chosen at random from the lot. When the decision is made on the evidence only one sample, the acceptance plan is described as a Single Sampling Plan. Any systematic plan for single sampling requires three numbers to be specified. One is the number of articles N in the lot from which the sample is to be drawn. The second is the number of articles n in the random sample drawn from the lot. The third is the acceptance number C. The acceptance number is the maximum allowable number of defective articles in the sample. More than C defective will cause the rejected of the lot otherwise lot is said to be accepted c-g-, if we have a single sampling plan specified as N=50 , n=5, c=0. This can be interpreted as “Take a random sample of 5 from a lot of 50. If the sample contains more than zero defects, reject the lot; otherwise accept the lot.”
A single Sampling plan by attributes can be described as follows:-
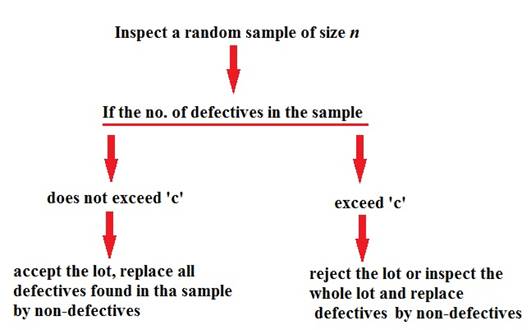
Remarks: Obviously in such a plan, the chance of cent-percent inspection increases as the percentage of defectives in the lot increases. Thus the amount of inspection automatically increases as the lot quality deteriorates.
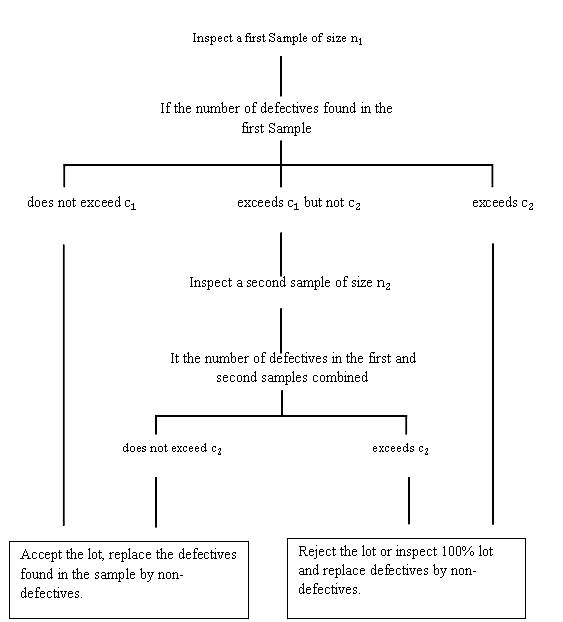
29.9 Double Sampling Plan
Single Sampling Plan calls for decision on acceptance or rejection of a lot on the basis of evidence of one sample from the lot. Double Sampling Plan involves the possibility of putting off the decision on the lot until a second sample has been taken. A lot may be accepted at once if the first sample is good enough or rejected at once if the first sample is bad enough. If the first sample is neither good nor bad enough, the decision is based on the evidence of the first and second samples combined. In general Double Sampling Plan involves less inspection than single sampling for any given quality protection. They also have certain psychological advantages based on the idea of giving a second chance to doubtful lots. The symbols used in connection with the Double Sampling Plan are as follows:-
N = Number of pieces in the lot.
![]()
c1 = Acceptance number for the first sample i.e., the maximum number of defectives that permits the acceptance of the lot on the basis of the first sample.
![]()
![]()
c2 = Acceptance number for the two samples combined that is the maximum number of defective that will permit the acceptance of the lot on the basis of two samples.
The procedure of double sampling plan is illustrated through the following example:
Example:
![]()
The above double sampling plan can be interpreted as follows through the following steps:
· Inspect a first sample of 36 items from a lot of 1000 items.
· Accept the lot on the basis of the first sample if the sample contains 0 defective.
· Reject the lot on the basis of the first sample if the sample contains more than 3 defectives.
· Inspect a second sample of 59 items if the first sample contains 1,2 or 3 defectives.
· Accept the lot on the basis of the combined sample of 95 items if the combined sample contains 3 or less defectives.
· Reject the lot on the basis of the combined sample if the combined sample contains more than 3 defectives.
There are four possibilities for acceptance or rejection of a lot submitted for double sampling plan namely
a) Acceptance after the First Sample.
b) Rejection after the First Sample.
c) Acceptance after the Second Sample.
d) Rejection after the Second Sample.
29.10 Advantages of Double Sampling Plan over Single Sampling Plan
· A psychological advantage of double sampling over single sampling scheme is that to a layman, it seems unfair to reject a lot on the basis of one sample alone and appears more convincing to say that the lot has been rejected after inspecting two samples. Further border line lots in a double sampling plan are given a second chance to be accepted and no lot is rejected because of a single defective article.
· Double sampling requires 25 to 33% less inspection on the average
than the single sampling plan. This reduces total inspection compared
to a Single Sampling Plan which gives the same quality protection. This reduces
the lot of inspection. This requires 25 to 33 % inspection on the average than
Single Sampling. This does not necessarily mean,
however, that a double sampling plan should be costlier than single sampling
plan. The double sampling plans being more complicated and the necessity of
inspecting the second sample being unpredictable, the unit cost of inspection
for a double sampling procedure may be higher than that for single sampling
plan. For economy in overall inspection effort, Double sampling plan is
preferred. However, if minimum variation in inspector’s workload is desired,
single sampling plan is preferred.