Module 5. Pasteurizers
Lesson 20
SOLVING NUMERICAL
20.1 Problem
Required: Milk pasteurizer, capacity 12,000 1tr/h
Inlet temperature 150C
Pasteurizing temperature 850C
Outlet temperature 40C
Holding time 15 sec. 50 ltr.
Regeneration 80%
Heat transfer area per plate = 0.375 m2
Overall heat transfer co-efficient for heating, regeneration and cooling and deep cooling are 2320, 2290, 2100 and 1800 (k.cal/m2 hr °C) respectively
Services Available :
24,000 l t r / h hot water of 90°C
18,000 l t r / h well water of 11°C
24,000 l t r / h chilled water of 1 °C
Branch to centrifuge at about 45 °C. Calculate the number of plates and pressure drop. Make suitable assumptions. For simplification of calculations, take specific heat of milk also as 1.0 k.cal / kg oC.
Solution
Assumption: Neglecting the reduction in volume.
When calculating plate requirement of pasteurizers we normally do not take into account the separation of cream in the centrifuge, which is about 10 %.
Calculation
A regeneration efficiency of 80% means that 80% of the heat is regained in the regenerating section.
In this case 80 (85 – 15) = 56°C rise in temperature
100
Milk at 15 oC inlet temperature is raised by 56°C in regeneration section, and milk outlet temperature will then be 15 + 56 = 71°C
The milk pasteurized at 85°C will be cooled down by the raw milk by 56°C and the milk entering the cooling section will be 85 – 56 = 29°C
So the complete temperature course will be:
15 – 71 – 85 – 29 – 15 - 4°C. (Assuming a minimum of 4°C temperature gradient between milk and well water)
Pasteurizing Section
Heating by 24,000 l t r / h water of 90 °C
The LMTD calculations are
given below:
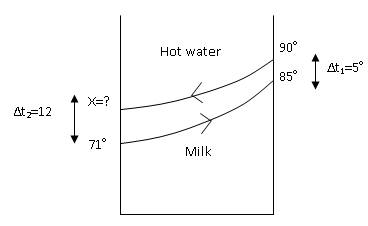
Applying heat balance X is calculated (temperature drop in hot water)
24000x1x(90-X) = 12000x1x(85-71)
X = 83
Equation for LMTD (Log Mean Temperature Difference)
![]()
![]()
= 8o
The LMTD diagram can be represented as:
![]()
For heat exchangers heat transfer rate is given as:
Q= UA![]()
Where,
Q = rate of heat transfer
A = Area of heat transfer
![]() = Log mean temperature difference
= Log mean temperature difference
Or
Q= UaN ![]() ..........(1)
..........(1)
Where,
A = area of one plate
N = number of plates
And since,
Q = m s Δt.......(2)
From equations 1 and 2
UaN tLMTD = m s Δt
N = ![]()
Arrangement
3 × 5 / 2 × 8 = 32 plates.
Here,
3 × 5
is for milk (3 passes and 5 channels)
2 × 8 is for hot water (2
passes and 5 channels)
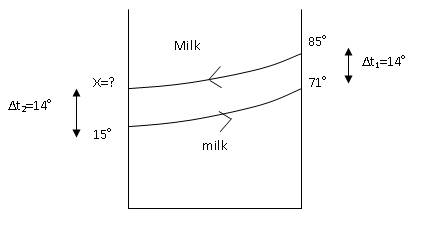
Regenerating Section
The LMTD calculations are given below:
We
know,
![]()
Since,
∆t2 = ∆t1 = 14 therefore we take the average value,
![]()
![]()
= 14
LMTD diagram can be represented as
![]()
We know,
UaN tLMTD = m
s Δt
![]()
Arrangement
6 × 5 / 6 × 5 = 61
However, in the entering
range 15 – 71 a branch to the centrifuge has to be provided as close as
possible to 45 °C.
Each group means a rise in
temperature of ![]()
If we make a branch after 3
groups the temperature there will be approximately 43°C.
Arrangement reg.
section I: 3 × 5 / 3 × 5 = 31 plates
Reg. section II: 3
× 5 / 3 × 5 = 31 plates
Cooling
By means of
18.000 l t r / h well water of 11 °C.

MwSwΔt = MmSmΔ
18000 x 1 x (11-X) = 12000 x 1 x (29-15)
X = 20o
![]()
![]()
![]()
= 6.1o
LMTD
diagram can be represented as:
![]()
t = 6.1 °C
We Know,
UaN tLTMD = m s Δt
![]()
Arrangement 3 × 6 / 3 × 6 = 37
Deep Cooling
By means of 24.000 l t r / h chilled water of 1°C.

MmSmΔt = McScΔ
12000 x 1 x (15-4) = 24000 x 1 x (X-1)
X = 6.5o
![]()
![]()
![]()
= 5.25o
LMTD diagram can be represented
as:
![]() t = 5.25 °C
t = 5.25 °C
N =
12000 × 11 × 1 =
36
0.375 × 1800 × 5.25
Arrangement 3 × 6 / 3 ×
6 = 37
Pressure Drops
Milk
15 × 1. 12 + 6 ×
0.78 + 28 × 0, 1 + 3 (holding section) = 27. 3 mwc
Hot
water 2 × 1. 75 + 3 ×
0.19
= 4. 1 mwc
Well
water 3 × 1. 75 + 4 × 0.
11
= 5. 7 mwc
Chilled
water 3 × 3. 00 + 4 × 0. 19
= 9. 8 mwc
20.2 PROBLEM :
Calculate
the number of plates in each section of HTST pasteurizer, for the following
data:
|
S. No. |
Parameters |
Milk |
Hot Water |
Chilled Water |
|
1 |
Flow Rate |
10,000lph |
30,000 lph |
30,000 lph |
|
2 |
Inlet temperature |
4°C |
85°C |
1°C |
|
3 |
Outlet temperature |
4°C |
-- |
-- |
|
4 |
Overall heat Transfer coefficient ‘U’ k.cal/m2 hr °C |
2320 |
2290 |
1800
|
Area of each plate is 0.375
m2; Regeneration Efficiency: 80%; Past. Temperature: 75°C
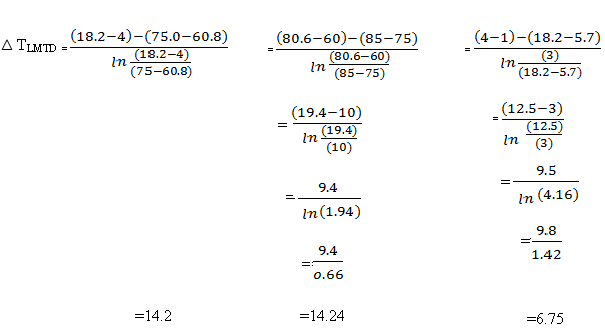
Soln:
Regeneration Section
Regeneration 80/100 = (x-4)/75-4
X=60.8
Heat balance between raw milk and heated milk
10,000 x 0.93 x
(60.8-4) =10,000 x 0.93 x (75-x)
X=18.2
°C
Note: Remember that rate of heat is different than the heat balance
Heating Section:
Heat gained by milk = Heat lost by hot water
10,000 x 0.93 x
(75-60.8) =30,000 x1 x (85-X)
14.2/3 =
85-X
or
X=80.3 °C
Chilling Section:
Heat lost by milk = Heat gained by chilled water
10,000
x 0.93 x (18.2-4) = 30,000 x 1x (X-1)
X=5.7
Heat gained by raw milk in
Regeneration section is rate of transfer in that section
10,000 x 0.93 x (60.8-4) =
UA∆TLMTD

Fig.
20.1 Temperature profiles in various section of pasteurizer
Regeneration
Section:
Chilling
section
Heating section
Balancing the heat exchanged to the Rate of heat
transfer equation,
![]()
=43.3 or 44
plates
=11.26≈12
= 29
Answer: The number of plates required in Regeneration,
heating and chilling sections are 44, 12 and 29 respectively.
Role of Correction Factor
The above
calculations using LMTD, may not be the true
representative of counter current flow, as the milk and service fluid are
differing in the flow rates. To control the pressures on both sides to be
equal, the flow in the channels is made unequal. When the milk and
service fluid flow is in the ratio of the range of 0.66 to 1.5, it is possible
to have equal number of passes on both sides of the exchangers making the flow
to be counter current. When it becomes necessary to go for unequal passes due
to large differences in flow rates, it becomes necessary to apply significant
correction factor to take into account the non-counter current flow situation.
The extent
of LMTD correction depends upon several factors, including the number of NTU/pass
and number of channels per pass. Correction factor is required also
because, in the end zones of plates, heat is transferred only on one side, and
with even number of plates, one fluid has an extra stream or passage over the
other.
∆T LMTD cross
flow = F X ∆F LMTD
![]()
Where,
![]()
![]()
20.3 Problem
For
calculating the time taken for bringing up to pasteurization temperature in a
batch pasteurizer
|
Data: |
||||||
|
Pasteurization Temperature, Tp |
75 |
C |
Conductivity of vat wall , k |
13 |
||
|
Initial temperature of milk, To |
4 |
C |
Thickness of wall, x |
0.003 |
||
|
Temperature of Hot fluid |
85 |
C |
Co-eff of heat transfer, steam |
5000 |
||
|
Volume of Milk |
3 |
m3 |
Co-eff of heat transfer, milk |
860 |
||
|
Density of milk |
1030 |
kg/m3 |
|
|
|
|
|
Specific heat of milk |
0.93 |
k.cal kg C |
|
|
|
|
|
Area of heat transfer |
9.5 |
m2 |
|
|
|
|
|
Overal Heat transfer co-eff |
627.5258 |
k.cal/m2h C |
1.008369 h |
|
|
|
|
Time taken for heating, t = |
|
61 |
min |
|
|
|