Site pages
Current course
Participants
General
Module 1. Introduction to biomass resource and ma...
Module 2. Densification Processes: Extrusion, bri...
Module 3. Bailing, surface mulch and soil incorpo...
Module 4. Paddy Straw choppers and spreaders
Module 5. Mulch seeder, chopper-cum-Loader, Baler ...
Module 6. Processing and uses of straw for animal ...
Module 7. Mulching and composting, paper and cardb...
Topic 8
Topic 9
Topic 10
Lesson 3. Processing of paddy straw, densification - extrusion process
3.1. Introduction
In the past, the principal form of biomass burned for energy was wood because of its relatively high density and availability. One of the major limitations of using biomass such as straw and woody resources like sawdust is its low bulk density, which typically ranges from 80–100 kg/m3, cause major problem during storage, handling and transportation. One of the strategies to overcome this problem is to increase its density through densification. The process of densification, in which biomass residues such as saw dust, straw etc are compressed into pellets or briquettes promises to make other biomass forms, now wasted, equally attractive. These processes produce a fuel that has approximately three fourths of the energy of coal, both on a mass and volume basis and thus densified biomass could be called ‘instant coal”.
Densification enables several advantages including (i) improved handling and conveyance efficiencies throughout the supply system and biorefinery in feed, (ii) controlled particle size distribution for improved feedstock uniformity and density (iii) fractionated structural components for improved compositional quality and (iv) conformance to pre-determined conversion technology and supply system specifications.
Densification of paddy straw makes it available for commercial usage by increasing the energy content and reducing the transportation cost and storage space. The quality of the densified materials and energy required to densify them are influenced totally by the compaction process, physical characteristics and chemical composition of the biomass and process conditions. Hence, it is essential to know the physical and chemical properties of straw to understand the suitability of feed for densification.
3.2 Physical and chemical composition of paddy straw
Rice straw is composed of cellulose (about 40% of volume), hemi-cellulose (about 25% of volume) ash and other minor constituents mainly silicon dioxide (about 20% of volume) and lignin (about 15% of volume).
Proximate analysis |
(% dry fuel) |
|
Fixed carbon |
15.86 |
|
Volatile matter |
65.47 |
|
Ash |
18.67 |
|
Ultimate analysis |
(% dry fuel) |
|
Carbon |
38.24 |
|
Hydrogen |
5.20 |
|
Oxygen |
36.26 |
|
Nitrogen |
0.87 |
|
Sulfur |
0.18 |
|
Chlorine |
0.58 |
|
Ash |
18.67 |
|
Higher heating Value |
15.09 MJ/kg |
3.3. Process of densification
The densification of biomass may be defined as compression or compaction to remove inter and intra particle voids. It involves compression, deformation and self bonding between adjacent particles of biomass. The mechanical energy of the drive screw is converted into heat by means of friction and shear as the granular material is compressed and forced through an orifice. When heated above the plastic temperature range (165oC for wood), the agricultural wastes loose their elasticity and are relatively easily compressed, particle surfaces come into intimate contact and the thermally softened lignin and other phenolics allow the creation of adhesion between adjacent particles. Moisture plays an important role in densification. It may help in heat transfer and in enhancing the plasticity of the material. If the feedstock is either too dry or too wet, pressures required for densification increase drastically.
3.4. Preprocessing of Biomass
3.4.1. Grinding
Prior to densification, the biomass is ground to a certain particle size. This grinding partially breaks down the lignin, increases the specific area of the material and improves binding. Fine powders have more contact points, exposed surface area and surface energy per unit weight regardless of their physical and chemical characteristics.
3.4.2. Preheating
Preheating the biomass before densification is common because it results in a better quality product. Most commercial pellet or briquette producers use preheating to form stable and dense pellets or briquettes. Preheating biomass could significantly increase the throughput of the
pelletizing machine and reduce the energy requirement per kilogram of pellets formed.
3.4.3. Steam Conditioning and Explosion
Steam explosion is a technique that has been widely used and is an efficient method of pretreating lignocellulosic biomass prior to densification. In the steam explosion process, biomass is introduced into a reactor and heated under steam pressure for a short time producing significant physical, chemical, and structural changes and making more lignin sites available for binding during pelletization.
3.4.4. Torrefaction
Torrefaction is a method to improve the properties of the biomass for energy conversion. Torrefaction is a slow heating of biomass in an inert or reduced environment to a maximum temperature of 300°C. Thus, the process can also be called a mild pyrolysis as it occurs at the lower end in terms of temperature of the pyrolysis process. The treatment yields a solid uniform product with lower moisture content and higher energy content compared to raw biomass. The torrefaction process opens up a number of lignin active sites by breaking down the hemicelluloses matrix and forming fatty unsaturated structures that help in binding.
3.5. Various process of densification
The various processes being adopted for densification of biomass are:
Bailing
Extrusion
Pelleting
Briquetting
Cubing
3.5.1. Bailing
Compression bailing and roll- compression can reduce biomass volume to one fifth of its loose bulk. These processes are useful for agricultural residues like straw and certain type of forest biomass (energy plantation crops and logging residues).
3.5.2. Extrusion
During screw extrusion, the biomass material moves from the feed port through the barrel and compacts against a die with the help of a pressure building rotating screw. This process also causes friction from the shearing of biomass. The wall friction at the barrel, internal friction in the material and high rotational speeds (600 rpm) of the screw causes an increase in temperature of the biomass. This heated biomass when forced through the extrusion die forms briquettes or pellets with the required shape. If the die is tapered the biomass gets more compacted. If the heat generated within the system is not sufficient for the material to reach a pseudo plastic state for smooth extrusion, heat can be provided to the extruders from outside the system using either band or tape heaters.
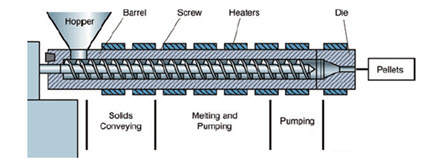
Fig. Extruder
Processing of biomass using screw extruder occurs in following stages:
-
Before reaching the solids conveying zone (a zone usually formed by tapering the barrel), the biomass gets partially compressed by the screw. This leads to closer packing and increased density. Energy is dissipated to overcome particle friction.
-
Once the biomass is in compression zone (melting and pumping zone), the material becomes relatively soft due to high temperatures (200–250°C) and the material loses its elastic nature, resulting in an increased area of inter-particle contact and local bridging. When the particles come together they form local bridges which selectively support and dissipate the applied pressure. Interlocking of particles may also occur. The moisture gets evaporated to steam at this stage and helps in moistening the biomass.
-
When the biomass enters the tapering die (pumping zone), biomass gets further compressed due to the temperature of about 280 °C. In this section, removal of steam and compaction take place simultaneously. The pressure exerted transmits throughout the material giving uniform pressure, and therefore, uniform density throughout the briquette.
In the compression zone, the occluded air is pushed back to the feed section and thermal conductivity is improved due to compaction. During its passage through the compression zone the biomass absorbs energy from friction so that it may be heated and mixed uniformly through its mass. Brittleness, plasticity, and abrasivity are some of the important factors for pressure compaction.
The speed of densification determines the relative importance of the various binding mechanisms. The aim of compaction is to bring the smaller particles closer so that the forces acting between them become stronger which subsequenly provides more strength to the densified bulk material. The product should have sufficient strength to withstand rough handling. If uniform pressure is not applied throughout the entire volume of the material, it causes variations in compact density in the product.
3.5.3. Pellet mills
The process of pelleting involves the densification of agricultural residues like straws by means of a pellet mill or pelletizer. The pellet mill employs a hard steel die which is perforated frequently placed holes of 1.0 to 1.3 cm in diameter. By rotating the die or rollers, the feedstock is forced through the perforations to form densified pellets with a pressure of 700 kg/cm2. As the straw is extruded through the die, smalle dense pellets are broken off at the specified length.

Fig. Pellet die
Prior to pelleting, the straw is chopped and hammered to the required size and then steam conditioned to 60 to 82oC in a steam conditioner. Most mills have one or more steam conditioning units mounted above the main unit. The steam softens the feed and partially gelatinizes the starch to create more durable pellets. When the ground material is introduced into the housing, the rollers press the material against the die opening and pellets are extruded through the die holes in a step wise fashion. A knife attached to the outside housing cut the extruded material to the required length.
References
-
Tumuluru.J.S, C.T. Wright, K.L. Kenny, J.R. Hess.2010, A Review on Biomass Densification Technologies for Energy Application, INL/EXT-10-18420.
-
Proceedings of the International Workshop on Biomass Briquetting, New Delhi, India
(3-6 April 1995)
-
Kulkarni, S.D and S. Mangaraj. 2005, Studies on Densification, Baling and Expansion Characteristics of Paddy Straw, Journal of Agricultural Engineering, Vol. 42(1): 31-37
-
Biomass Briquetting: Technology and Practices P.D. Grover & S.K. Mishra
-
Biomass energy and densification: A Global Review with Emphasis on Developing Countries by S.C. Bhattacharya
-
B.M. Jenkins, L.L. Baxter, T.R. Miles and T.R. Miles. 1998, Combustion properties of biomass, Fuel Processing Technology, Vol.54: 17–46
Last modified: Monday, 28 April 2014, 10:42 AM