Site pages
Current course
Participants
General
Module 1. Introduction to biomass resource and ma...
Module 2. Densification Processes: Extrusion, bri...
Module 3. Bailing, surface mulch and soil incorpo...
Module 4. Paddy Straw choppers and spreaders
Module 5. Mulch seeder, chopper-cum-Loader, Baler ...
Module 6. Processing and uses of straw for animal ...
Module 7. Mulching and composting, paper and cardb...
Topic 8
Topic 9
Topic 10
Lesson 15. Paper and cardboard manufacturing from paddy straw
15.1. Introduction
Paper and cardboard are made predominantly from natural fibre-based products bamboo, hemp, papyrus, wood, cotton and straw. Cardboard is the generic term for heavy duty paper and is often referred to as paperboard. In India, paper industry is broadly classified into three segments namely (i) Printing and Writing (P&W) (ii) Newsprint and Paperboard and (iii) Industrial Packaging (Paperboard). Paperboard is the largest segment, accounting for 45% of total domestic paper demand, followed by Printing and Writing (35%) and Newsprint (20%). The industry is further categorized on the basis of raw-material used for manufacturing paper into forest based (21%), agro-based (23%) and recycled fibre-based paper (56%).
15.2. Paper making process
Paper making essentially consists of following stages:
Raw material preparation
Pulp making
Bleaching
Stock preparation
Sheet formation & water removal
15.2.1. Raw material preparation
Natural fibre based raw materials are received and cut or chipped into small pieces of size 0.5-1" and then screened for further processing.
15.2.2. Pulp making
Pulping generally refers to various industrial processes used to convert raw plant materials or recycled paper into a fibrous raw material known as pulp, which is used primarily to make paper or paperboard products. Predominantly, pulp making is done either by mechanical or chemical means. In mechanical process, the raw material is reduced to small particles by rubbing against huge grindstones revolving at high speeds. In the chemical process, the cellulose fibers of the raw material are separated from the non-cellulose components by chemical action.
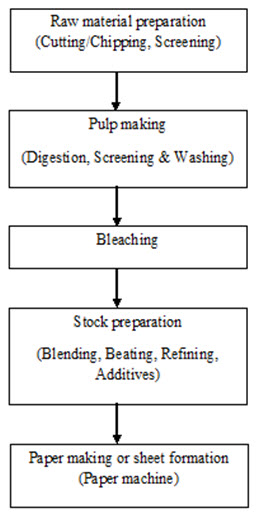
Fig 15.1. Paper manufacturing process flow chart
Three primary chemical processes are in use, viz., Kraft or sulphate (alkaline), sulphite (acidic) and Neutral Sulphite Semi Chemical (NSSC). All large Pulp & Paper mills in India use the Kraft/sulphate chemical process for pulping. In this process, the raw material is cut to 0.5-1" size. Then the raw materials are fed into digesters, reacted with white liquor (80:20 NaOH and NaS) and steamed for about two to three hours at high temperature and pressure (162 - 168oC and 7-8 kg/cm2). Digesters may be batch or continuous type, the latter offering advantages such as increased throughput, reduced labour and better energy utilization. Continuous digesters are also very useful in agro fiber pulping. The pulp is then washed to make the pulp free from soluble impurities and removal of black liquor through usual 3 or 4 stages of counter current washing using rotary drum filters. The washed pulp is then sent for bleaching to increase the brightness of the pulp and the dilute black liquor is sent to evaporators.
15.2.3. Bleaching Process
Pulp when it comes from digester contains residual coloring matter. This unbleached pulp may be used for making heavy wrapping paper or bags. However, paper to be used for printing, writing or paper which is to be dyed must first be bleached. The main object in bleaching is to remove residual lignin from the pulp fibers as well as to destroy or remove remaining colouring matter. Chemical pulps are bleached through the use of alternating treatments of oxidizing agents and alkali solutions. Mechanical pulps are treated with hydrogen peroxide or sodium hydrosulfite to reduce the light absorption of the lignin rather than remove it. Nowadays various bleaching agents are used to bleach the pulp like chlorine, chlorine dioxide, hydrogen peroxide, oxygen and calcium hypo chlorite.
15.2.4. Stock preparation
Stock preparation is undertaken to give the pulp various desired qualities through refining. It is mostly accomplished in either double disk or conical refiners. A more vigorous and special type of refiner known as Jordan is used in mechanical pulp preparation method in which a conical plug rotates in conical shell. The stock then undergoes addition of sizing, filling and coloring agents. A final screening & centri-cleaning is carried out prior to paper making for removing the contaminants as they may lead to defects in paper.
15.2.5. Sheet formation & water removal
The feed to the paper machine consists of combination of refined pulp together with additives such as fillers and wet end chemicals having requisite stock consistency. Either fourdrinier or cylindrical mould machines form the above feed into a sheet. Mills producing cultural and newsprint paper use high-speed fourdrinier and twin wire sheet formers. Mills producing packaging paper & board mainly use cylindrical mould machines. At wet end of paper machine, water is first removed by gravity then by suction and then by pressing the sheet and lastly by drying by steam heated cylinders.
15.3. Paper from paddy straw
15.3.1. Straw preparation
Paddy straw was initially cut to equal sizes of about 1.5 cm.
15.3.2. Pulping
Straw pulping is usually produced by the soda pulping process in batch rotary digesters with a four to six hour cycle comprising basic stages of delignification, cooking with 6% sodium hydroxide and bleaching which produce a strong black and a large volume of bleach washings.
15.3.3. Bleaching
The straw after digestion is washed in a multi stage washer with counter current system and usually bleached with a single stage or double stage hypochlorite treatment with 5% hypochlorite in first stage. The treatment is given in Decker washers or thickeners. It is customary to omit the chlorination stage since it causes degradation and yields poor quality product.
15.3.4. Stock preparation
A single pass refining treatment is sufficient for the pulp to attain the desired level of freeness usually 250o csf or 45o SR. Brightness levels are seldom higher than 70o PV and the pulp tends to discolour on storage.
15.3.5. Blending
Paddy straw pulps are blended with 10-15% of high strength bamboo or imported hardwood pulps for paper making.
15.4. Paperboard
Paperboard is made in a similar way to paper but is thicker to protect materials or products (foods) from mechanical damage. The main characteristics of board are thickness, stiffness, ability to crease without cracking, degree of whiteness, surface properties and suitability for printing.
Corrugated board is the most common form of secondary food packaging and is used by virtually every industry. Corrugated board has an outer and an inner lining of kraft paper (made from at least 80% sulfate pulp) with a central corrugating (or fluting) material. This is made by softening kraft paperboard with steam and passing it over corrugating rollers. The linear are then applied to each side using a suitable adhesive. The board is formed into ‘‘cut-outs’’ that are then assembled into cases at the filling line. There are four different flute sizes, A, B, C, and E flutes which vary in height and the number of flutes per unit length of board. They can be used alone or in combination with one another to produce single face, single wall, double wall and triple wall corrugated board constructions as shown in Fig. 15.2.
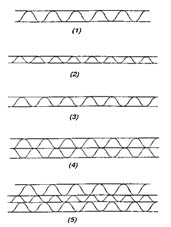
Fig 15.2. Various types of corrugated board construction
(1) “A” flute single wall, (2) “B” flute single wall, (3) “C” flute single wall
(4) “C” and “C”double wall and (5) “A,” “B,” and “C” triple wall
Corrugated board has good impact abrasion and compression strength and is mainly used in secondary packaging containers. The most standard type of secondary packaging material is single-wall C flute. High storage humidity that causes delamination of the corrugated material is prevented by lining with polyethylene or greaseproof paper to coating with microcrystalline wax and polyethylene.
15.5. Card stock
The thinnest type of cardboard, card stock is thicker than most traditional writing paper but still has the ability to bend. As a result of its flexibility, it is often used in post-cards, for catalog covers, and in some soft-cover books. Many kinds of business cards are also manufactured from card stock because it is strong enough to resist the basic wear and tear that would destroy traditional paper.
15.6. Major factors affecting energy efficiency in paper mills
Section-wise details of factors, which affect energy efficiency, are given below:
1. Type of raw material preparation section
- Type of chippers/ cutters and type of conveying system
2. Digesters system
Type of pulping technology
Installation of blow heat recovery
Optimal bath liquor ratio
3. Washing section
- Utilisation of advanced washers, such as, flat belt wire washers, double wire press, DD washer and Twin drum washer
4. Screening section
- Installation of advanced screening equipment
5. Stock Preparation
- Type of refiners and type of centri-cleaners (use of low pressure drop centri- cleaners reduce the pumping power consumption)
6. Paper machine
Type of press
Percentage moisture after press section and on-line moisture control
Type of hood system
Type of siphon for condensate removal
7. Evaporation section
Type of evaporator and number of stages
Steam economy achieved (minimum should be 6) and extent of condensate recovery
Apart from the above factors, optimized operation and proper maintenance are also very important for energy efficiency.
References
- Ashok Y kulkarni and Prakash M Parkhe. 1990. Appropriate technologies for pulping and paper making of unconventional raw materials in India, TAPPI Proceedings - Pulping conference , pp: 313-320
- Jha Pushpa, Sinha A.S.K. 2011.Application of Rice-straw as raw material for production of handmade paper, IPPTA J., Vol.23(2) , pp: 145-148
- Handbook of Postharvest Technology, edited by Amalendu Chakraverty,
Arun S. Mujumdar, G. S. Vijaya Raghavan and Hosahalli S. Ramaswamy,
ISBN: 0-8247-0514-9
Last modified: Tuesday, 29 April 2014, 8:35 AM