Site pages
Current course
Participants
General
Module 1. Dairy Development in India
Module 2. Engineering, thermal and chemical proper...
Module 3. Unit operation of various dairy and food...
Module 4. Working principles of equipment for rece...
Module 5. Dairy plant design and layout, compositi...
Module 6. Deterioration in products and their cont...
Module 7. Physical, chemical and biological method...
Module 8. Changes undergone by the food components...
Module 9. Plant utilities requirement.
References
Lesson 3. Thermal properties of milk and milk products
3 INTRODUCTION
Milk and milk products undergo heating and cooling in dairy. Milk and other liquid foods are sometimes dehydrated to form powders. Cooling, cooking, baking, pasteurization, freezing and dehydration, all involve heat transfer. Design of such processes requires knowledge of the thermal properties of the materials involved. In this chapter, we will try to learn the thermal properties of milk and milk products.
3.1 Specific Heat
The specific heat is the amount of heat required to raise a unit mass through a unit temperature rise. The specific heat of most substances is slightly temperature dependent: this can be overcome by using an average specific heat value for the temperature range being considered.
The specific heat of milk usually ranges between 0.92 to 0.93 kcal kg-1C-1. Milk has highest specific heat (0.938 kcal kg-1C-1) at 15°C, however an average value of 0.93 kcal kg-1C-1 or 3.93 kJ kg-1K-1is used if temperature is not specified as
1 kJ kg-1K-1 = kcal kg-1C-1.
Relationship between the specific heat and temperature for fluid milk products is shown in figure no. 3.1.

Figure 3.1 Relationship between the specific heat and temperature for fluid milk products
The different components in foods have different specific heat values so it should be possible to estimate the specific heat of a food from knowledge of its composition. Water has the greatest influence on the specific heat.
c = mwcw + msws
where c = specific heat, m = mass fraction, water (w) and solids (s).
For dairy products consisting water (w), fat (f), and solids-not- fat (snf), the specific heat can be given as : .
c = (0.5 mf + 0.3msnf + mw) 4.18 (kJ kg-1 K-1)
Kessler (1981) has recommended the equation:
c = 4.18 mw + 1.4 mc + 1.6 mp + 1.7 mf + 0.8 ma
(water) (carbohydrate) (protein) (fat) (ash)
If the chemical composition is known, the specific heat can be estimated accurately. Values for frozen products can be obtained by substituting the specific heat of ice in the respective equations. This however assumes that all the water is in the frozen form.
The specific heat of milk concentrates in the temperature range 40-80 ̊C and total solids range (8 - 30%) can be calculated as:
c = [mw + (0.328 + 0.0027 θ) ms] 4.18
3.2 Specific heat capacity
The specific heat capacity c is the quantity of heat which is required to heat 1 kg of material by 1 ̊K; the units are J/ kg OK (an old term is kcal/kg grad). 1 J/kg ̊K = 2.389 X 10 kcal/kg grd. For water we have c = 4186.8, for all other materials c >4186.8 J/kg ̊K. The specific heat content of milk depends on temperature and is lower at 40°C than at 15 ̊C. The reason for this is that at 15 ̊C some fatty acids are still crystalline, so that additional heat is required for melting them.
Table 3.1 shows some values for c. Compared to milk, heating of butter requires only half as much heat. Values for the specific heat content are required for energy calculations for the thermal processing of milk (heating/cooling).
Table 3.1 Specific heat c
|
|
Skim milk |
Full cream milk |
Cream 20 % fat |
Butter |
|
J/kg ̊K |
3977.5 |
3935.6 |
3516.9 |
2219.5 |
3.3 Latent Heat
Heat absorbed or released as the result of a phase change is called latent heat. There is no temperature change during a phase change, thus there is no change in the kinetic energy of the particles in the material. The energy released comes from the potential energy stored in the bonds between the particles. The major changes involved with dairy products are: the transition from water to ice (freezing), removal of water during evaporation and concentration, and the phase changes involved in the fat fraction when products are cooled below 50°C (crystallisation).
At atmospheric pressure, water boils at 100 ̊C and the latent heat of vaporisation is 2257 kJ kg-1. As the pressure is reduced, the boiling point decreases, and the latent heat value increases. At a pressure of 0.073 bar (absolute), the latent heat value is increased to 2407 kJ kg-l.
The latent heat of fusion for pure water is 335 kJ kg-1. Unfortunately the situation for foods is more complex. The presence of solids depresses the freezing point, with most foods starting to freeze at about -10 ̊C. This results in a concentration effect and a further depression of the freezing temperature. Therefore, the food does not freeze at a constant temperature: rather as freezing proceeds the temperature falls as most of the ice is converted to water: hence there is a concept of unfrozen water.
Most of the water freezes over the temperature range -1 ̊C to -100 ̊C, and by -15°C, more than 90% of the water is frozen. The freezing point of milk is of considerable interest, because it is also used to detect any dilution of the milk. Most foods contain substantial quantities of solids, whereas only the water contributes to the latent heat value. On this basis, Lamb suggested the following equation to determine the latent heat value of food.
L = mw x 335 (kJ kg-1)
3.4 Thermal Conductivity
The following equation is given by Lamb to evaluate the thermal conductivity of a food from its moisture content:
k = 0.0801 + 0.568 mw
where mw = fractional moisture content
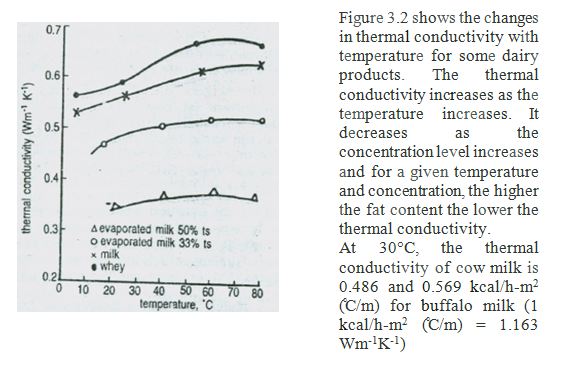
Figure 3.2 Relationship between the thermal conductivity and temperature for dairy products
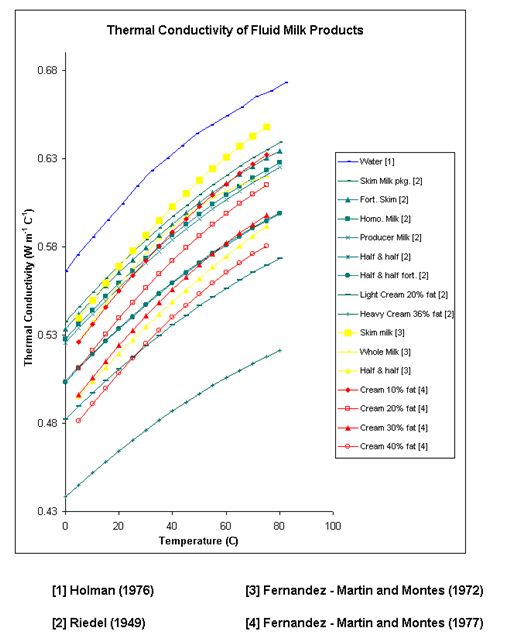
Figure 3.3 Relationship between the thermal conductivity and temperature for fluid milk products
3.5 Thermal Diffusivity
The thermal diffusivity (k/ρc) is an extremely useful property in unsteady-state heat transfer problems; because it is a measure of how quickly temperature changes with time, during heating and cooling processes. It is extensively used in unsteady-state heat transfer problems in a dimensionless form known as the Fourier number
Fo = at/r2
Where, t = heating time, a = thermal diffusivity, r= characteristic dimension of food.
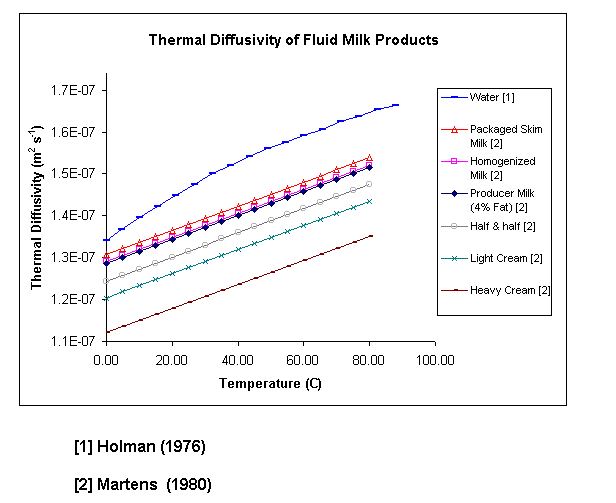
Figure 3.4 Relationship between the thermal conductivity and temperature for fluid milk products
Last modified: Thursday, 22 August 2013, 4:57 AM