Site pages
Current course
Participants
General
MODULE 1. Introduction to production of agricultur...
MODULE 2. Advance in material for tractor and agri...
MODULE 3. Advanced manufacturing techniques
MODULE 4. Heat treatment of steel
MODULE 5. Industrial lay out planning and quality ...
MODULE 6. Economics of process
MODULE 7. Techno economic feasibility of project r...
MODULE 8. Servo motors, drives and controllers
MODULE 9. CNC controllers for machine tools
MODULE 10. CNC programming
LESSON 8. POWDER METALLURGY
3.1. Introduction
Powder metallurgy is the art and science of producing fine metal powders and then making objects from individual, mixed or alloyed metal powders with or without the inclusion of non metallic constituents. (Or) Powder metallurgy is a branch of metallurgy which deals with the production of metal and non metal powders and subsequently manufacture of components by using these powders.
3.2. Powder Metallurgy Process
-
Producing metal powders
-
Mixing
-
Pressing
-
Presintering
-
Sintering
-
Finishing and sizing the final product.
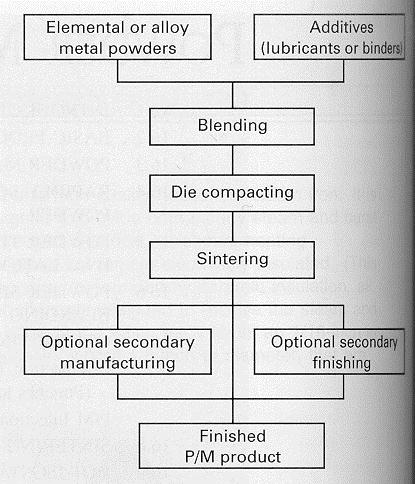
Fig. 3.3.1. Flow chart of powder metallurgy process
3.2.1.Producing metal powders
Various methods for manufacturing powders are
i. Atomization
ii. Reduction
iii. Crushing
iv. Milling
v. Shotting
vi. Electrolysis.
Atomization
The process of metal spraying against a stream of compressed air or inert gas is atomization. It is an excellent means of producing metal powders from many of the low temperature metals such as lead, aluminum, zinc and tin.
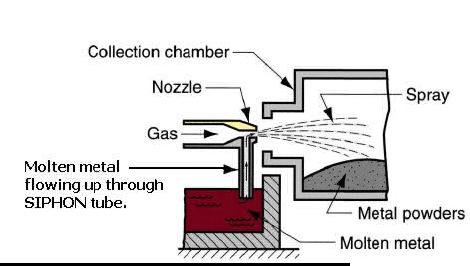
Fig. 3.3.2 Atomization
Reduction
Reduction process is carried out in an atmosphere controlled furnace.In reduction process, the compounds of metals usually oxides like iron oxides are reduced with CO/H at temperature below melting point of metal. Tungsten, molybdenum, iron, cobalt, nickel powders are commercially produced by this process.
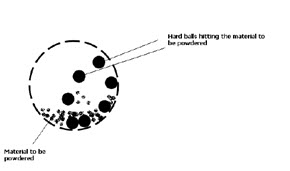
Fig. 3.3.3. Reduction
Crushing
Process of passing the metal powders against two rollers so that the metal powders are crushed to required size. Crushing requires equipments such as stamp, hammers, and jaw crushers.
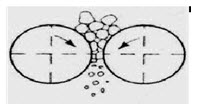
Fig. 3.3.4 Crushing
Milling
Milling is carried out by using equipments such as ball mill, rod mill, impact mill, disk mill etc. In ball milling, material to be powdered is collected in a container with a large number of hard steel balls. These balls hit the material and break it in powder form.
Shotting
The process of pouring molten metal through a sieve or orifice and cooling by dropping into water is known as shotting. This process gives spherical or pear shaped powder particles.
Electrolysis
In this method, an electrolytic cell is set up as shown in figure. The desired metal is made to act as anode. Anode slowly dissolves and gets deposited on the cathode from where the deposit is removed, washed and dried.
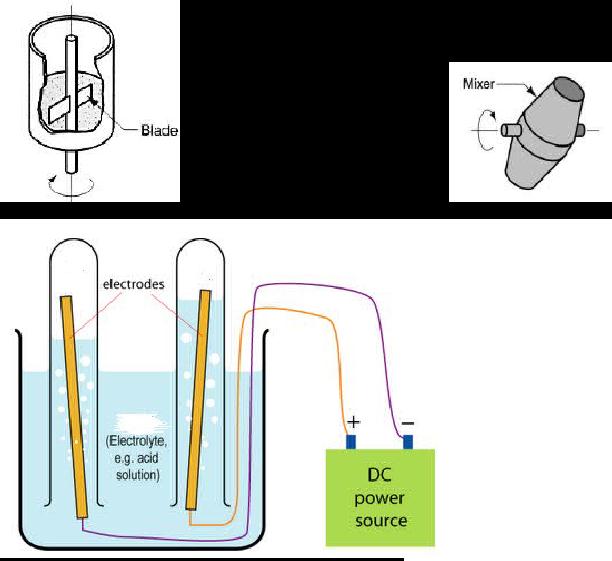
Fig. 3.3.5 Electrolysis
3.2.2 Mixing / blending of metal powders
Blending : Mixing powder of the same chemical composition but different sizes
Mixing : Combining powders of different chemistries
The above figure (a) shows the container in which the powder to be mixed is added
The blade continuously rotates and mixes the powder.
Figure (b) shows a rotating drum in which powder is filled and the drum keeps on rotating and simultaneously mixing the powders.
Wet or dry mixing is generally employed.
For wet mixing water or dry solvent is used to obtain better mixing.
- Blending and mixing is necessary for
- Addition of lubricants coats the powders and reduces die wear and lowers pressure required for pressing of powders.
Mixing powders of different materials
Obtaining uniform distribution of particle sizes.
3.2.3 Compacting / Pressing of metal powders.
Pressing the powders into desired part shape as closely as possible to final dimensions
Powders are compacted using high pressure.
- Degree of pressure required depends upon
Required density of final product
Ease with which powder particles will weld together.
- Compacting processes are
i. Die pressing
ii. Roll pressing
iii. Extrusion
Die pressing
➢It consists of upper punch and lower punch as shown in fig.
➢Powder is filled on the space above lower punch.
➢Upper punch applies high pressure to the powder.
➢Finally the green compact powder is received as shown in fig.
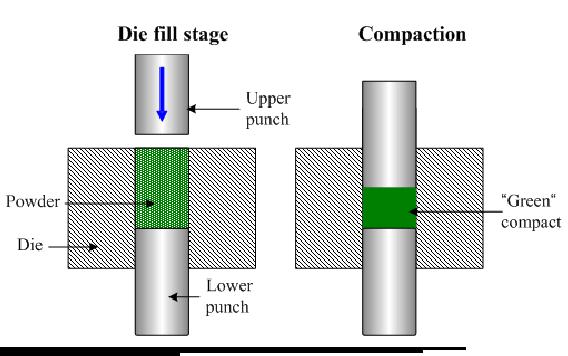
Fig. 3.3.6 Die pressing
Roll pressing
➢ Two rolls of appropriate sizes are used.
➢Stream of powder is guided, so that the rolls are able to apply the necessary compacting pressure in a continuous sequence.
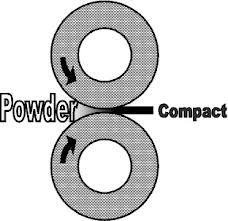
Fig. 3.3.7 Roll pressing
Extrusion method
➢Ram is used for applying force.
➢ Two dies are used for achieving proper thickness.
➢As seen in the figure the green compact is received which is further send for sintering process.
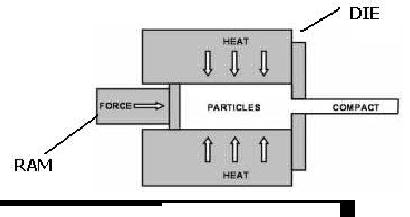
Fig. 3.3.8 Extrusion
3.2.4 Presintering
Powder metallurgy is used to make parts from materials that are very difficult to machine.
When some machining is required on such parts, Presintering is done before actual sintering operation.
Compact is heated for a short time at a temperature below sintering temperature
Presintering removes lubricants and binders added to powders during blending operation.
After presintering, the part acquires sufficient strength to be handled and machined without difficulty
3.2.5. Sintering
Sintering is the heat treatment process, to bond the metallic particles, thereby increasing strength and hardness
Sintering consists of heating pressed metal compacts in batch or continuous furnaces to a temperature below the melting point of material.
Most metals are sintered at 70 % to 80 % of melting temperature.
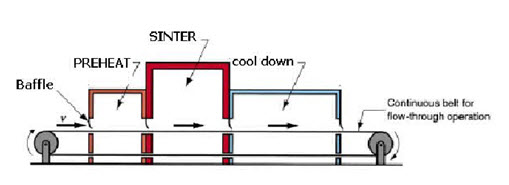
Fig. 3.3.9 Sintering
3.3. Secondary /Finishing Operations
A number of secondary and finishing operations can be applied after sintering, some of them are:
-
Sizing : cold pressing the sintered part to improve dimensional accuracy.
-
Coining : cold pressing to press details into its surface.
-
Impregnation : oil fills the pores of the part
-
Infiltration : pores are filled with a molten metal
-
Heat treating : annealing can be done for stress relief in powder metallurgy part.
-
Machining : creates geometric features that cannot be achieved by pressing, such as threads, side holes, and other details
3.4 Characteristics of metal powders / powder testing
A powder can be defined as a finely divided particulate solid.
-
Engineering powders include metals and ceramics.
-
The main purpose of powder testing is to ensure whether or not the powder is suitable for further processing.
Principle characteristics of metal powders are
1. Chemical composition (purity)
2. Particle size and its distribution
3. Particle shape
4. Particle porosity
5. Particle microstructure
6. Specific characteristics like -Specific surface, apparent density, tap density, flow rate, green density and green strength
Chemical composition (Purity)
It is the term to understand the type and percentage of impurities that the powder contains.
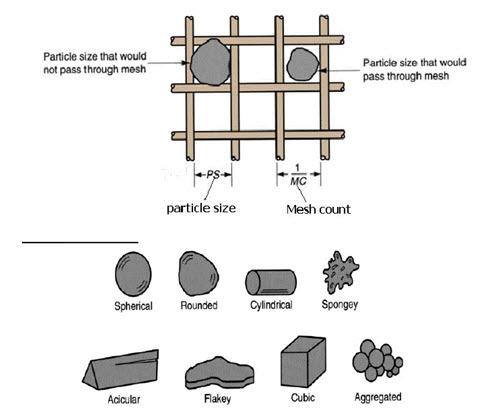
Fig. 3.3.10. Several of the possible (ideal) particle shapes in powder metallurgy
Particle size and its distribution
The particle size is defined by the mesh count. Mesh count refers to the number of openings per linear inch of mesh.
Particle shape
Various shapes of metal powders observed according to the method of production
Particle porosity
•Ratio of the volume of the pores (empty spaces) in the powder to the bulk volume
•Porosity increases stress in the part so it is not desirable.
Particle microstructure
•For observation of microstructure, the powder metallurgy part is first polished, then etching of the surface similar to the dye penetrant method is done which will show the microstructure of the powder metallurgy part.
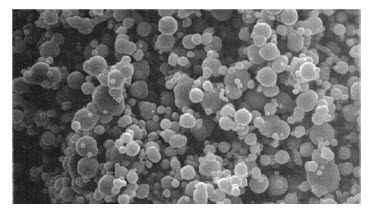
Fig. 3.3.11 micro structure of particles
3.5. Specific characteristics
-
Specific surface: Total surface area of particle per unit weight.
-
Apparent density: It is also called packing density – mass per unit volume of loose powder or unpacked powder.
-
Tap density: Density of powder after it is packed.
-
Flow rate: Rate with which metal powder flows under gravity from container.
-
Green density: Density of compacted powder before sintering
-
Green strength: Strength of metal powder before it is sintered (heated).
-
Green spring: After the ejection of compacted powder from die, expansion of powder takes place. The difference between size of compact and die is green spring.
3.6. Advantages of powder metallurgy process
-
A combination of metals and non metals powdered parts can be manufactured.
-
High dimensional accuracy is achieved.
-
Fine surface finish is achieved.
-
No material is wasted as scrap. This process makes use of 100 % raw material unlike casting, press forming etc.
-
Porous parts can be produced which is not possible by any other method.
-
Highly qualified or skilled person is not required for handling powder metallurgy method.
-
Large scale production of small parts with this process gives efficient results.
-
Production of cemented carbide tools is possible only by this process.
-
It eliminates numerous machining operations.
-
Powder metallurgy parts can be easily brazed, welded, soldered.
-
Process is economical as mass production process.
3.7. Limitations of powder metallurgy process
There are limitations and disadvantages associated with P/M processing. These include:
-
High tooling costs.
-
Expensive raw materials (powders).
-
Relatively long parts are difficult to manufacture.
-
Difficult storing and handling of powders
-
Powder metallurgy is not economical for small scale production.
-
Articles produced by powder metallurgy process possess poor ductility.
-
Difficult to produce high purity powder.
-
Due to porosity, specified mechanical properties are difficult to be obtained.
-
P/M parts show poor plastic properties.
-
Punches, dies, rolls etc are very costly and also very bulky to transfer from one place to another
References: http://nptel.iitm.ac.in.
Last modified: Tuesday, 29 April 2014, 9:19 AM