Site pages
Current course
Participants
General
Module 1. Dairy Development in India
Module 2. Engineering, thermal and chemical proper...
Module 3. Unit operation of various dairy and food...
Module 4. Working principles of equipment for rece...
Module 5. Dairy plant design and layout, compositi...
Module 6. Deterioration in products and their cont...
Module 7. Physical, chemical and biological method...
Module 8. Changes undergone by the food components...
Module 9. Plant utilities requirement.
References
Lesson 22. Introduction / History Of Physical, Chemical And Biological Methods Of Food Preservation
Introduction:
Food Preservation:
-
Methods of treating foods to delay the deterioration of the food.
-
Changing raw products into more stable forms that can be stored for longer periods of time.
-
Allows any food to be available any time of the year in any area of the world.
Methods of preservation used to extend shelf life includes:
-
Removal of moistur
-
Temperature control
-
pH control
-
Use of chemical preservatives
-
Irradiation
22. Historical Methods of Food Preservation:
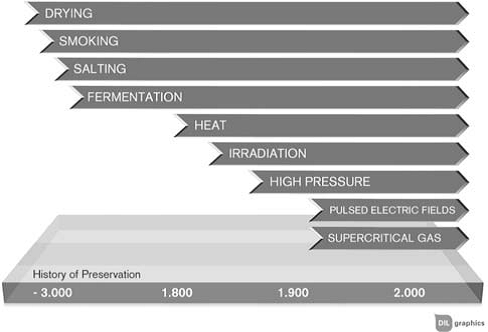
(Heinz & Buckow, 2009)
- Primitive and tedious methods
– Drying: Used to preserve fruit, vegetables, meats, and fish. Mainly used in the south – warmer climate. Causes the loss of many natural vitamins and texture.
– Salting: Used extensively for pork, beef, and fish. Costly due to high price of salt. Done mainly in cool weather followed by smoking.
– Sugaring: Used to preserve fruits for the winter. Jams and jellies. Expensive because sugar was scarce commodity in early America.
– Pickling: Fermenting, used to preserve vegetables. Use of mild salt and vinegar brine. It increases the salt content and reduces the vitamin content of the food. Oldest form of food preservation.
– Cold storage: Used extensively in the northern U.S. Root cellars were used to store vegetables at 30-40°F. Root cellars were replaced by ice boxes in the mid 1800’s.
22.1 Food Preservation Shift:
-
During the late 18th century, there was a great demand for better preservation methods for naval expeditions.
-
Food preservation methods used were not effective enough for long term use; hence better methods were needed for safer food consumption.
-
Nicolas Appert worked on his process for years before opening a factory in 1795. He preserved many foods like: Meats, Gravies, Fish, Vegetables – peas, onions, asparagus, spinach, etc. Fruits – currants, cherries, nectarines, etc. Milk, eggs, and cream.
-
Louis Pasteur: Louis Pasteur believed that particles in the air cause contamination. He found out that heating wines quickly to 130°F after completion of fermentation processes would kill microbes, and unpleasant flavours. This process is now known as pasteurization, and is widely used in beer, milk, wine and vinegar making. This method helped to set precautions to avoid spoilage of food products. It opened the door for microbial research, especially in the food industry.
22.2 Preservation Methods Today:
|
Physical |
Chemical |
Biological |
|
Chilling and cooling Freezing Blanching/Cooking Pasteurization Canning Freezing Drying/Dehydration Separation/Filtration Concentration Irradiation Modified/Controlled Atmospheric Packaging |
Preservatives e.g benzoates, nitrites Sugar Salt Spices Additives e.g. antioxidants |
Fermentation: Alcoholic Acetic Lactic |
22.2.1 PHYSICAL METHODS OF PRESERVATION:
Methods of preserving an array of local products for use throughout the year have been based on traditional methods. More sophisticated techniques such as irradiation may also extend shelf life mainly by the destruction of enzymes and the inactivation of microorganisms.
22.2.1.1 Chilling and cooling
Chilling may be referred to as the process that lowers the food temperature to a safe storage temperature between 0° and 5°C, whereas cooling is a more general term applied to the lowering of a food temperature.
Chilled foods can potentially present a greater risk to public safety than frozen foods. Keeping products at a low temperature reduces the rate of microbiological and chemical deterioration of the food. In most processed chilled foods, it is the microbial growth that limits the shelf life; even the slow growth rates that occur under chilled conditions will eventually result in microbial levels that can affect the food or present a potential hazard. This microbial growth can result in the spoilage of the food (it may go putrid or cloudy or show the effects of fermentation), but pathogens, if present, may have the potential to grow and may show no noticeable signs of change in the food.
The relationship between the temperature of food (for example, in preservation and storage) and its shelf life is evident in several food operations.
22.2.1.2 Freezing
Freezing of food does not render it sterile, although it can reduce the levels of some susceptible microorganisms that is not significant in the context of the overall microbial quality of the food. Once a frozen food is defrosted, those viable microorganisms present will grow and multiply.
Rapid freezing in blast freezers is desirable to prevent the formation of large ice crystals that will tend to adversely affect the texture of the food by disrupting cell integrity in fruits and vegetables or degrading the muscle proteins of meat, fish and poultry.
Apart from enzymatic activity, there are many other chemical and physical changes which may limit the shelf life of frozen food; examples include fat oxidation and surface drying, both of which may occur over a period of months, depending on the food.
Damage to tissue may also result from ice crystals, particularly in the case where slow freezing occurred, for example, in a domestic freezer. In commercial freezers, where temperatures of -40°C and below are maintained, freezing of the product takes place quickly, and the shelf-life is even longer.
It is important to avoid repeated freezing and thawing as this damages the food resulting in a greater chance for microbial repair and growth. (Richard Coles et al.,2001)
22.2.2 HEAT PRESERVATION:
Microorganisms and enzymes are the major causes of undesirable changes in foodstuffs. They both are susceptible to heat, and appropriate heating regimes can reduce, inhibit or destroy their activity.
The degree of heat treatment required to produce a product of acceptable stability will depend on the nature of the food, its associated enzymes, the number and types of microorganisms, the conditions under which the processed food is stored and other preservation techniques used.
22.2.2.1. Blanching
Blanching is a process designed to inactivate enzymes and is usually applied immediately prior to other thermal preservation processes either using high temperatures (e.g. thermal processing) or low temperatures (e.g. freezing).
It does not reduce the microbial population on the surface of foods, but it reduces the numbers of organisms of lower heat resistance, such as yeasts, molds and certain bacteria (e.g. Listeria, Salmonella, E. coli). Without a blanching step, the shelf life of, frozen vegetables would be substantially reduced as a result of chemical breakdown during storage.
In thermal processing of fruits and vegetables, the objective of blanching is to prevent further enzymatic breakdown of the foods if delays occur prior to processing the foods. It is mainly used for vegetables by heating the food with steam or hot water to 180-190 0F and cooling in ice water, which prevents bacteria from growing.
During hot water blanching, some soluble constituents are leached out: water-soluble flavours, vitamins (vitamin C) and sugars. With potatoes this may be an advantage as leaching out of sugars makes the potatoes less prone to turning brown.
Blanching is a delicate processing step. Time, temperature and the other conditions must be carefully monitored. Sodium bicarbonate is added to the blanching water when okra, green peas and some other green vegetables are blanched. The chemical raises the pH of the blanching water and prevents the fresh green colour of chlorophyll being changed into pheophytin which is unattractive brownish-green.
If products are over-blanched (boiled for too long) they will stick together on the drying trays and they are likely to have a poor flavour.
Green beans, carrots, okra, turnip and cabbage should always be blanched. The producer can choose whether or not potatoes need blanching. Blanching is not needed for onions, leeks, tomatoes and sweet peppers. Tomatoes are dipped into hot water for one minute when they need to be peeled but this is not blanching.
As a rule fruit is not blanched.
Benefits of Blanching:
It helps clean the material and reduce the amount of micro-organisms present on the surface;
It preserves the natural colour in the dried products;
It shortens the soaking and/or cooking time during reconstitution.
Destroys enzymes in the food
22.2.2.2 Pasteurization
This is a heating regime (generally below 105°C) that primarily aims to achieve commercial sterility by virtue of additional factors that contribute towards preserving the food.
The actual degree of heat process required for an effective pasteurization will vary depending on the nature of the food and the types and numbers of microorganisms present. Milk is the most widely consumed pasteurized food, and the process was first introduced commercially in the UK during the 1930s, when a treatment of 63°C for 30 min was used. Modern milk pasteurization uses an equivalent process of 72°C for 15 s.
Pasteurization is used extensively in the production of many different types of food, including fruit products, pickled vegetables, jams and chilled ready meals. Food may be pasteurized in a sealed container (analogous to a canned food) or in a continuous process (analogous to an aseptic filling operation). It is important to note that pasteurized foods are not sterile and will usually rely on other preservative mechanisms to ensure their extended stability for the desired length of time.
Once the food product is exposed to temperatures of 60-70°C, microbial growth stops, and enzyme inactivation starts. As the temperature is increased (80 - 90°C), the vegetative forms of microorganisms are destroyed and the rate of enzyme inactivation increases. Heat processing of acid products, such as fruits and fruit juices, is usually done at higher temperatures (100°C), for short times (10-15 seconds).
Heat processing requirements - dependent on product acidity
|
Acidity class |
pH value |
Food item |
Heat and processing requirements |
|
Low acid |
6.0 |
Peas, carrots, beets, potatoes, asparagus, poultry, meat, sea foods, milk etc. |
High temperature processing 116-121°C (240-250°F) |
|
5.0 |
Tomato soup |
|
|
|
Medium acid |
4.5 |
Tomatoes, pears, apricots, peaches |
Boiling water processing 100°C (212°F) |
|
Acid |
3.7 |
Jams, sauces, fruits, Sauerkraut, apple, |
Temperature of 93-100o C, (200-212o F) |
|
High acid |
3.0 |
Pickles |
|
Source: Desrosier and Desrosier (1977)
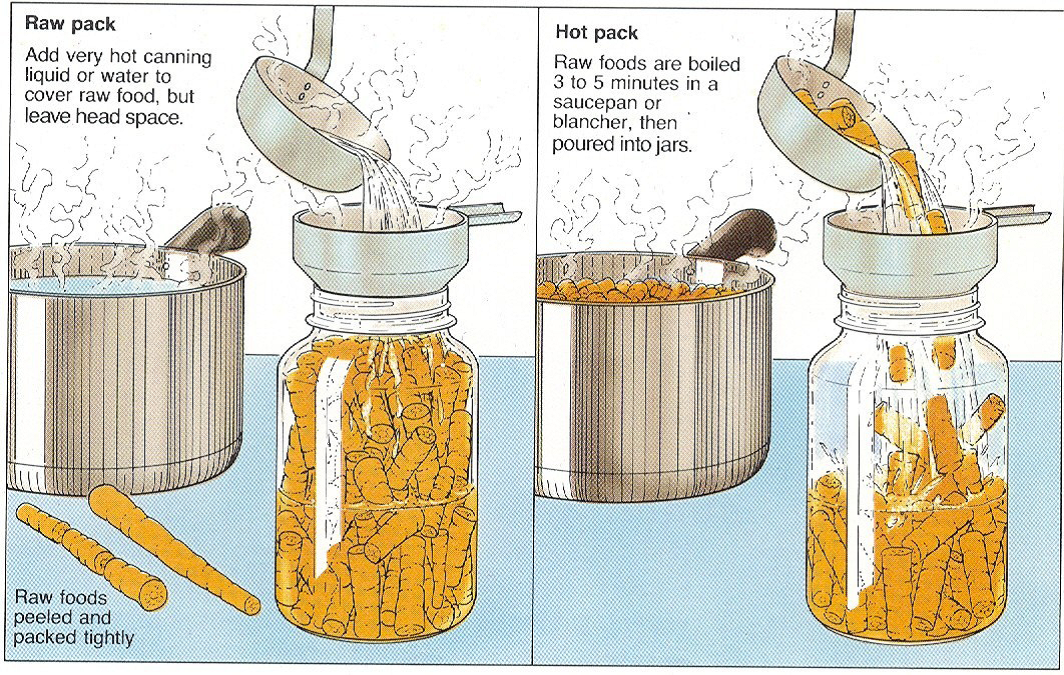
22.2.2.3. Canning
Canning gained popularity after the Civil War. English immigrant, William Underwood, introduced canning to America. John L. Mason invented his famous canning jar in 1858. It revolutionized the way people all over the world ate. United States consume more than 200 million cans of food and drink each day!
Can retorting or processing is a term that is still widely used in the food industry to describe a wide range of thermal processes where the food is heated within the pack to achieve a commercially sterile packaged food. The heating takes place in retorts that are basically batch-type or continuous hot water and/or steam-heated pressure cookers.
Different types of canning:
Boiling water canning
Pressure canning
Pickling
Jams & Jellies
Safe canning is determined by:
Processing temperature
Processing time
Sealed lid
Acid level
Container & size
Preparation method
Consistency of food
Altitude
The principle of food canning is that no microbial growth occurs in the food under normal storage conditions at ambient temperature until the package is opened (Department of Health, 1994). Once the package is opened, the effects of canning will be lost, the food will need to be regarded as perishable and its shelf life will depend on the nature of the food itself.
The most heat-resistant pathogen that might survive the canning process of low-acid foods is C. botulinum. This bacterium can form heat-resistant spores under adverse conditions, that germinate in the absence of oxygen and produce a highly potent toxin, causing a lethal condition known as botulism which can cause death within seven days.
A metal can is the ideal package from a processor’s view because, relative to other packaging media, it offers the possibility of high production speeds, as well as good pack size flexibility, and the high compression strength of cans enables them to withstand physical abuse during processing and distribution.
There is evidence that cans do not create a hermetic (gas-tight) seal while they are hot, because of the expansion of the metal in the double seams. Good practice in canneries avoids manual handling of hot and wet cans to reduce the risk of post-process introduction of microbial contaminants into the container.
|
Disadvantages: |
Disadvantages: |
|
Floating food |
Texture Loss |
|
Air bubbles |
|
|
Discoloration over time |
Last modified: Thursday, 22 August 2013, 9:19 AM