Site pages
Current course
Participants
General
Module 1. Moisture content and its determination.
Module 2. EMC
Module 3. Drying Theory and Mechanism of drying
Module 4. Air pressure within the grain bed, Shred...
Module 6. Study of different types of dryers- perf...
Module 5. Different methods of drying including pu...
Module 7. Study of drying and dehydration of agric...
Module 8. Types and causes of spoilage in storage.
Module 9. Storage of perishable products, function...
Module 10. Calculation of refrigeration load.
Module 11. Conditions for modified atmospheric sto...
Module 12. Storage of grains: destructive agents, ...
Module 13. Storage of cereal grains and their prod...
Module 14. Storage condition for various fruits an...
Module 15. Economics aspect of storage
Lesson 4. EMC Curve and EMC Models
4.1 Sorption Theory
EMC data for dry food which is generally hygroscopic material, describe the material’s moisture content originating from an interaction with the moisture and temperature of the surrounding air. If a dry food is placed in environment with a constant humidity and temperature, it will take up moisture by adsorption until it reaches its equilibrium moisture content (where the net moisture exchange is zero) which is called as adsorption EMC. If, however, a wet food with the same properties is placed in the same environment, it will loose moisture by desorption and reach to equilibrium moisture content which is called as desorption EMC. For each product the relative humidity of environment can be changed and different adsorption and desorption EMC values can be obtained. If these values are plotted on a graph a loop is obtained which is called hysteresis (Figure 1). The hysteresis effect is observed due to shrinkage effect during desorption which changes the water binding properties of the food product. Therefore, during adsorption same path of EMC is not observed.
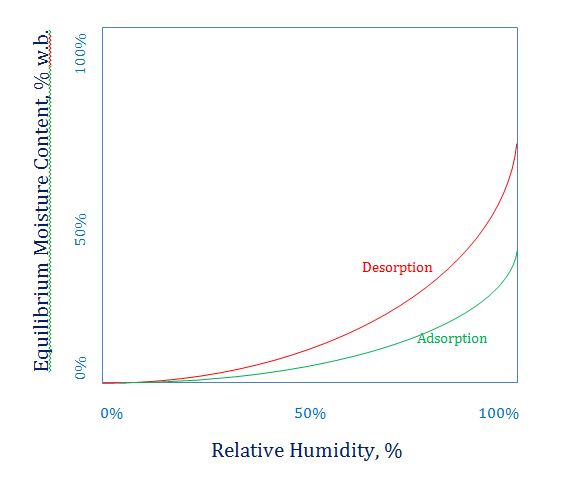
Figure 4.1. Sorption isotherm for porous food materials
4.2 EMC Models
Equilibrium moisture content (EMC) relationships are required to achieve target moisture contents (MC) during the grain conditioning process. ASAE Standard D245.5 provides EMC models for popcorn grains along with the parameter values for the desorption process. However, the accuracy of these values have been found to be inadequate to tightly control fans and heaters during automatic grain conditioning, which can result in huge losses especially in high value crops such as popcorn.
A presentation of EMC at a given temperature versus the equilibrium relative humidity of the surrounding is expressed as a sorption isotherm. With the help of water activity meter, instead of using different humidity levels, only one high humidity (90%) can be used to find equilibrium relative humidity values. The following formula was used to calculate equilibrium relative humidity at particular equilibrium moisture content.
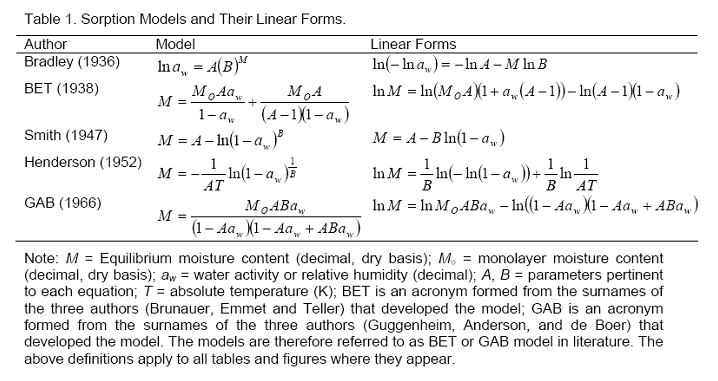
There are several models available for different foods to predict the EMC. They are as given Table 1.
4.3 Kelvin Model
Kelvin in 1871 developed EMC model based on the condensation in capillary. He developed relationship between vapour pressure over liquid in capillary (Pv) and the saturated vapour pressure at the same temperature (Pvs), the relationship is as follows:
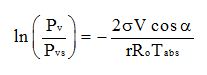
Where Pv is the water vapor pressure of the product, Pvs is the saturated water vapour pressure at the equilibrium temperature of the system, σ is the surface tension of the moisture, V is the volume of the moisture in liquid form, r is the cylindrical capillary radius and α is contact angle between moisture and capillary wall.
4.4 GAB Model
The GAB model was used to describe relationship between the water activity (aw) - equilibrium moisture content (X) and storage life was predicted. The model is given below:
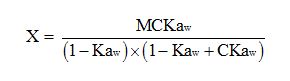
Where, X is the moisture content (kg water.kg dry solid-1); aw is water activity; C, K and M are the GAB constants. M is monolayer moisture content (g g-1 dry solids), C is the Guggenheim constant and K is a molecule multilayer factor.
Water sorption isotherms are determined by exposing product to air. Saturated salt solution is prepared by using different salts. These salts solutions exert different RH in the desiccators. The relative humidity of the solutions and temperature of the environment inside the desiccators can be verified with the help of data logger.
For rapid determination of EMC and shelf life prediction the sample is kept in the desiccators containing saturated Potassium nitrate solution to maintain the relative humidity at 90 % at 40°C temperature. Approximately, 20 g of sample is kept in the desiccators for the study. The desiccators are placed inside temperature-controlled chamber. Moisture content and water activity of each sample can be measured periodically using hot air oven and water activity meter, respectively. The water activity meter is shown in Plate 1.
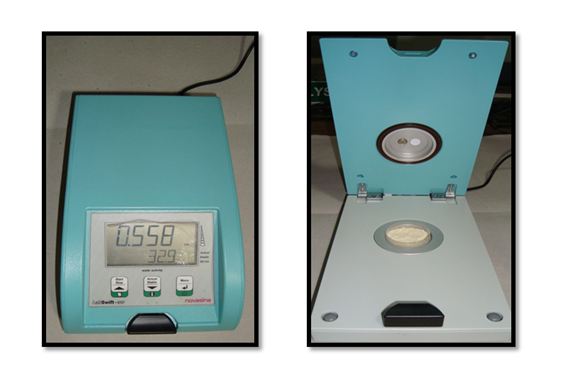
Plate 1. Water Activity Meter
The equilibrium was judged to have been attained when less than 1% change in both the parameters was found after two measurements. Very few days were required for foods to reach equilibrium with the surrounding air. The shelf life of the product can be calculated using following equation.
Where, θps is the shelf life, (s); Wp is weight of the product, (kg); kg is the permeability of packaging material, (kg water m-2s-1Pa-1); bp is width of the package, (m); lp is length of the package, (m); Pp* is saturation vapor pressure of water at Tp, (Pa); Xi is the initial moisture content of the product, (kg water kg-1 dry solids); Xpc is the critical moisture content of the product, (kg water kg-1 dry solids); Rhp is relative humidity of the storage environment (fraction) and aw is the water activity of the product at Xpc.