Site pages
Current course
Participants
General
Module- 1. Introduction of food plant design and ...
Module- 2. Location and site selection for food pl...
Module- 3. Food plant size, utilities and services
Module- 4. Food plant layout Introduction, Plannin...
Module- 5. Symbols used for food plant design and ...
Module- 6. Food processing enterprise and engineer...
Module- 7. Process scheduling and operation
Module 8. Building materials and construction
Lesson 7. Plant Layout
7.1 Importance and function
Plant layout refers to an optimum arrangement of different facilities including human resource, plant and machinery, material etc. Since a layout once implemented cannot be easily changed and costs of such a change are substantial, the plant layout is a strategic decision. A poor layout will result in continuous losses in terms of higher efforts for material handling, more waste and rework, poor space utilization etc. Hence, need to analyze and design a sound plant layout can hardly be over emphasized. It is a crucial function that has to be performed both at the time of initial design of any facility, and during its growth, development and diversification.
The problem of plant layout should be seen in relation to overall plant design which includes many other functions such as product design, sales planning, selection of the production process, plant size, plant location, building, diversification etc. The layout problem occurs because of many developments including:
change in product design
introduction of new product
obsolescence of facilities
changes in demand
market changes
competitive cost reduction
frequent accidents
adoption of new safety standards
decision to build a new plant
Plant layout problem is defined by Moore (1962) as follows: “plant layout is a plan of, or the act of planning, an optimum arrangement of facilities, including personnel, operating equipment storage space, materials handling equipment, and all other supporting services, along with the design of the best structure to contain these facilities”.
7.2 Objectives and advantages
Some of the important objectives of a good plant layout are as follows:
Overall simplification of production process in terms of equipment utilization, minimization of delays, reducing manufacturing time, and better provisions for maintenance
Overall integration of man, materials, machinery, supporting activities and any other considerations in a way that result in the best compromise.
Minimization of material handling cost by suitably placing the facilities in the best flow sequence
Saving in floor space, effective space utilization and less congestion / confusion,
Increased output and reduced in-process inventories
Better supervision and control
Worker convenience and worker satisfaction
Better working environment, safety of employees and reduced hazards
minimization of waste and higher productivity
avoid unnecessary capital investment
higher flexibility and adaptability to changing conditions
7.3 Types of layout problems/situations
The plant layout problems can be classified into four types as follows:
Planning completely new facility
Expanding or relocating an existing facility
Rearrangement of existing layout
Minor modifications in present layout
7.4 Flow patterns
According to the principle of flow, the layout plan arranges the work area for each operation or process so as to have an overall smooth flow through the production / service facility. The basic types of flow patterns that are employed in designing the layout are I-flow, L-flow, U- flow, S-flow and O - flow as shown in Figure 1. These are briefly explained below:
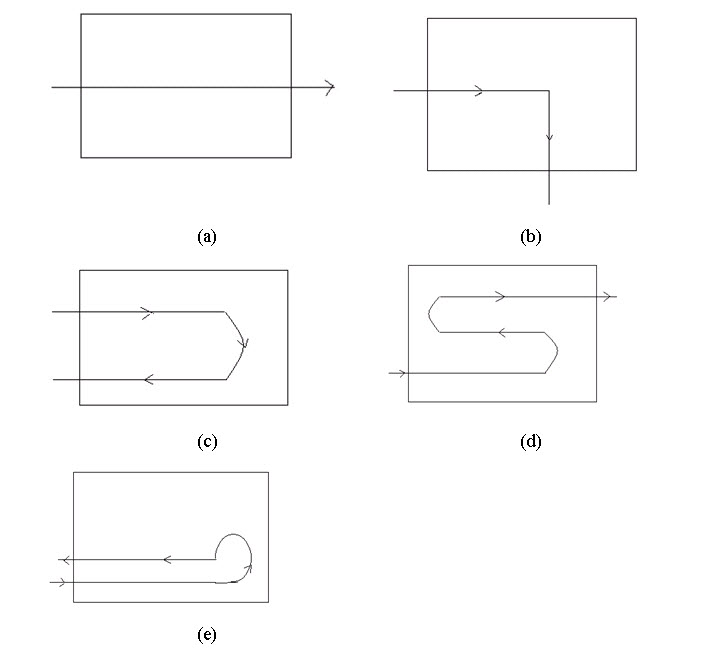
Figure-1 Basic types of flow patterns employed in designing the layout
(a) I-Flow: separate receiving and shipping area.
(b) L-Flow: when straight line flow chart is to be accommodated.
(c) U-Flow: very popular as a combination of receiving and dispatch
(d) S-Flow: when the production line is long and zigzagging on the production floor is required.
(e) O-Flow when it is desired to terminate the flow near where it is originated
7.5 Basic types of layouts
Depending upon the focus of layout design, the basic types of the layouts are:
Product or line layout
Process or functional layout
Cellular or group layout
‘Fixed Position’ Layout
7.5.1 Product or line layout
This type of layout is developed for product focused systems. In this type of layout only one product, or one type of product, is produced in a given area. The work centres are organized in the sequence of appearance. The raw material enters at one end of the line and goes from one operation to another rapidly with minimum of work-in-process storage and material handling. The equipment is arranged in order of their appearance in the production process.
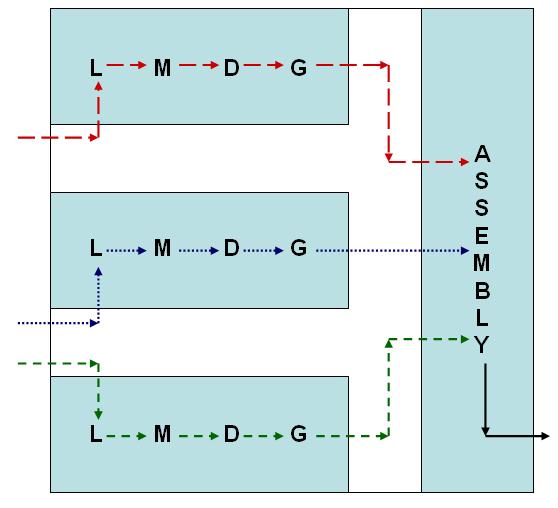
Figure 7.1 Product or Line Layout _module_4_lesson_7
The decision to organize the facilities on a product or line basis is dependent upon a number of factors and has many consequences which should be carefully weighed. Following conditions favor decision to go for a product- focused layout.
High volume of production for adequate equipment utilization
Standardization of product
Reasonably stable product
demand Uninterrupted supply of material
Some of the major advantages of this type of layout are:
Reduction in material handing
Less work-in-process
Better utilization and specialization of labor
Reduced congestion and smooth flow
Effective supervision and control
The major problem in designing the, product-focused systems is to decide the cycle time and the sub-division of work which is properly balanced (popularly known as line balancing)
7.5.2 Process or functional layout
This type of layout is developed for process focused systems. The processing units are organized by functions into departments on the assumption that certain skills and facilities are available in each department. Similar equipment and operations are grouped together. The functional layout is more suited for low-volumes of production (batch production) and particularly when the product is not standardized. It is economical when flexibility (material can be rerouted in any sequence) is the basic system requirement. The flexibility may be in terms of the routes through the system, volume of each product and the processing requirement of the items.
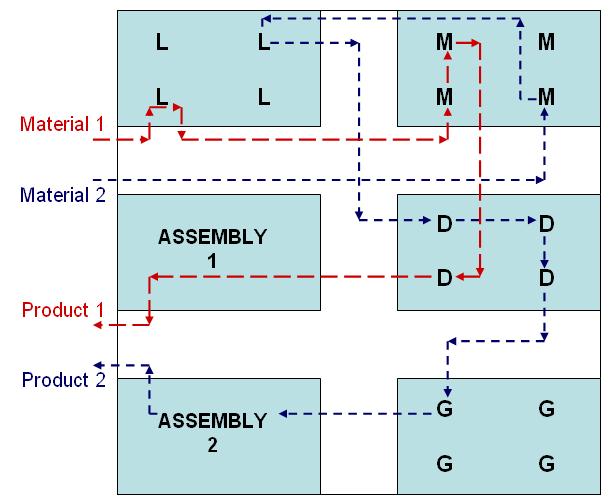
Figure 7.2 Process or Functional Layout
The major advantages of a process layout are:
Better equipment utilization
Higher flexibility
Greater incentive to individual worker
More continuity of production in unforeseen conditions like breakdown, shortages, absenteeism etc.
7.5.3 Cellular or group layout
It is a special type of functional layout in which the facilities are clubbed together into cells. This is suitable for systems designed to use the concepts, principles and approach of group technology. Such a layout offers the advantages of mass production with high degree of flexibility. We can employ high degree of automation even if the number of products is more with flexible requirements. In such a system the facilities are grouped into cells which are able to perform similar type of function for a group of products.
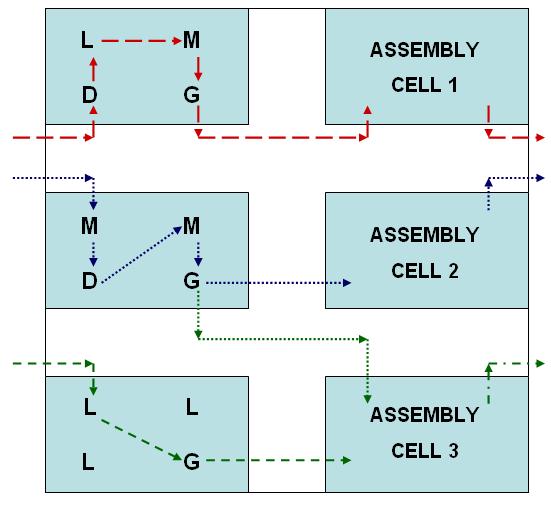
Figure 7.3 Cellular or Group Layout
Advantages :
Also known as ‘Group Technology’
Each cell manufactures products belonging to a single family.
Cells are autonomous manufacturing units which can produce finished parts.
Commonly applied to machined parts.
Often single operators supervising CNC machines in a cell, with robots for materials handling.
Productivity and quality maximised. Throughput times and work in progress kept to a minimum.
Flexible.
Suited to products in batches and where design changes often occur.
7.5.4 ‘Fixed Position’ Layout
This is suitable for producing single, large, high cost components or products. Here the product is static. Labour, tools and equipment come to the work site.
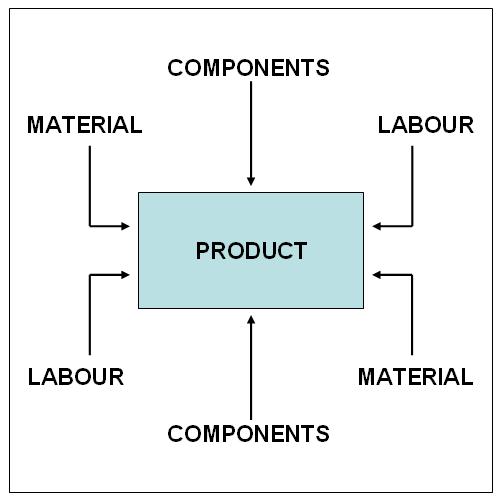
Figure 7.4 Fixed Position Layout
Last modified: Friday, 23 August 2013, 9:26 AM