Site pages
Current course
Participants
General
MODULE 1. Overview of renewable energy sources
MODULE 2. Characterization of Biomass
MODULE 3. Thermochemical conversion Technology (TCCT)
MODULE 4. Biochemical conversion Technology-Biogas...
MODULE 5. Bio-fuels (BCCT)
MODULE 6. Solar Energy Conversion System (SECS)
MODULE 7. Hydro-Energy Conversion System (HECS)
MODULE 8. Wind Energy Conversion System (WECS)
MODULE 9. Ocean Energy Conversion System (OECS)
MODULE 10. Energy conservation in agriculture
LESSON 13. Microbiology of biogas production
Biogas
It’s a mixture of gas produced by the microorganisms during the anaerobic fermentation of biodegradable materials. Anaerobic fermentation is a biochemical process in which particular kinds of bacteria digest biomass in an oxygen-free environment resulting in production of CH4, CO2, H2 and traces of other gases along with decomposed mass.
Properties of Biogas
Biogas is a mixture of different components and the composition varies depending upon the characteristics of feed materials, amount of degradation, etc. Biogas predominantly consists of 50 to 70 per cent methane, 30 to 40 per cent carbon dioxide and low amount of other gases. Methane is a combustible gas. The energy content of biogas depends on the amount of methane it contains. Methane content varies from about 50 percent to 70 percent. The composition and the properties of the biogas are given in the following table 1.1 and 1.2.
Table 1.1 Composition of biogas
|
Name of the gas |
Composition in biogas (%) |
|
Methane (CH4) |
50-70 |
|
Carbon dioxide (CO2) |
30-40 |
|
Hydrogen (H2) |
5-10 |
|
Nitrogen (N2) |
1-2 |
|
Water vapour (H2O) |
0.3 |
|
Hydrogen sulphide (H2S) |
Traces |
Table 1.2 Properties of biogas
|
Properties |
Range |
|
Net calorific value (MJ/m3) |
20 |
|
Air required for combustion (m3/m3) |
5.7 |
|
Ignition temperature (0C) |
700 |
|
Density (kg/m3) |
0.94 |
Microbiology of biogas production:
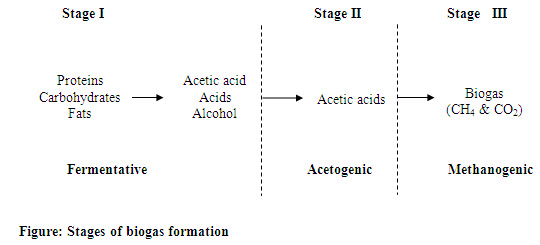
The production of biogas from organic material under anaerobic condition involves sequence of microbial reactions. During the process complex organic molecule present in the biomass are broken down to sugar, alcohols, pesticides and amino acids by acid producing bacteria. The resultant products are then used to produce methane by another category of bacteria. The biogas production process involves three stages namely:
Hydrolysis
Acid formation and
Methane formation
The process of degradation of organic material in every step is done by range of bacteria, which are specialized in reduction of intermediate products formed. The different process involved in production of biogas is given in the figure. The efficiency of the digestion depends how far the digestion happens in these three stages. Better the digestion, shorter the retention time and efficient gas production.
Hydrolysis
The complex organic molecules like fats, starches and proteins which are water insoluble contained in cellulosic biomass are broken down into simple compounds with the help of enzymes secreted by bacteria. This stage is also known as polymer breakdown stage (polymer to monomer). The major end product is glucose which is a simple product.
Acid formation
The resultant product (monomers) obtained in hydrolysis stage serve as input for acid formation stage bacteria. Products produced in previous stage are fermented under anaerobic conditions to form different acids. The major products produced at the end of this stage are acetic acid, propionic acid, butyric acid and ethanol.
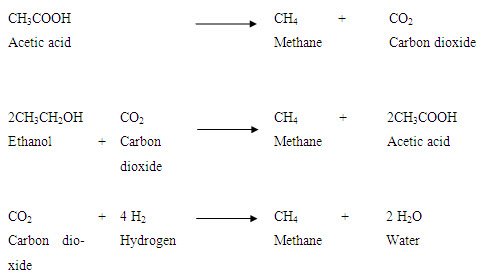
Methane formation:
The acetic acid produced in the previous stages is converted into methane and carbon dioxide by a group of microorganism called “Methanogens”. In other words, it is process of production of methane by methanogens. They are obligatory anaerobic and very sensitive to environmental changes. Methanogens utilise the intermediate products of the preceding stages and convert them into methane, carbon dioxide, and water. It is these components that make up the majority of the biogas emitted from the system. Methanogenesis is sensitive to both high and low pH’s and occurs between pH 6.5 and pH 8. Major reactions occurring in this stage is given below:
The process of biogas formation through different stages is depicted in figure.
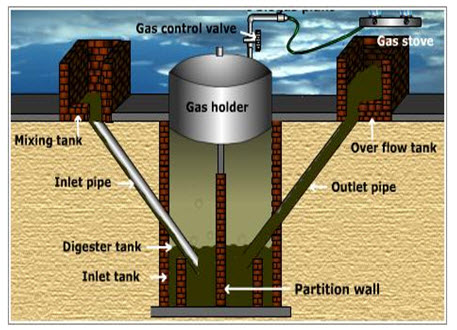
Biogas plant and its components:
A physical structure designed to carry out anaerobic digestion of organic materials is called “Biogas plant”. Following are the components of biogas plants:
|
Mixing tank |
: |
Cow dung is collected from the shed and mixed with the water in equal proportion (1:1) to make a homogenous mixture (slurry) in the mixing tank |
|
Feed inlet pipe/tank |
: |
The homogenous slurry is let into the digester through this inlet pipe (KVIC biogas plants)/tank (Janatha biogas plants) |
|
Digester |
: |
The fed slurry is subjected to anaerobic fermentation with the help of microorganisms inside the digester. |
|
Gas holder |
: |
As a result of anaerobic fermentation, gas produced is stored in gas holder (Drum in the case of KVIC and in dome in the case of fixed dome biogas plants) |
|
Slurry outlet tank/pipe |
: |
The digested slurry is let out from the digester through slurry outlet pipe (KVIC biogas plants)/tank (Janatha biogas plants) |
|
Gas outlet pipe |
: |
Stored gas is released and conveyed through the gas outlet pipe present at the top of gas holder. |
Classification of biogas plants
Based on the nature of feeding, biogas plants would be broadly divided into 3 types and they are as follows
- Batch type: The organic waste materials to be digested under anaerobic condition are charged only once into a reactor-digester. The feeding is between intervals, the plant is emptied once the process of digestion is complete. Retention time usually varies from 30 to 50 days. The gas production in it is intermittent. These plants are well suited for fibrous materials. This type of plant needs addition of fermented slurry to start the digestion process and it not economical to maintain which are considered to be the major draw backs.
- Semi continuous: A predetermined quantity of feed material mixed with water is charged into the digester from one side at specified interval of time; (say once a day) and the digested material (effluent) equivalent to the volume of the feed, flows out of the digester from the other side (outlet).
- Continuous type: The feed material is continuously charged to the digester with simultaneous discharge of the digested material (effluent). The main features of this type of plants are continuous gas production, requires small digestion area, lesser period for digestion, less maintenance, etc.
The biogas plants used in the villages are of semi continuous type employing animal dung and other biomass as the feed stock for biogas production. So the classification of semi-continuous type biogas plant is explained below.
-
Floating drum type – KVIC model
-
Fixed dome type model – Deenbandhu model
Floating drum type (Constant pressure)
In this type of plants digester is made of bricks and is of circular in shape. It is constructed typically underground to lessen the heat loss from the plant. Partition wall is constructed (dividing the digester into two parts) for higher size capacity plants to avoid the short-circuiting of digested slurry with the fresh feed. Separate gasholder is fabricated and fixed to store the gas produced during digestion besides acting as an anaerobic seal for the process. As the volume of gas production increases drum starts to rise and if the stored gas is withdrawn the level of drum drops to lower level. Scum formed in the digester can be broken with the help of drum rotation both clockwise and anticlockwise. Central guide frame is provided to hold the gasholder and to allow it to move vertically during gas production. The drum is made up of mild steel and it constitutes around 60 per cent of overall plant costs. Salient features of this type of plants include weight of drum helps to discharge the gas produced at constant pressure, volume of gas storage can be judged visually.
Small masonry tanks are constructed for mixing of cow dung, water and to discharge the slurry out of the digester. Concrete pipes are provided to convey the raw and digested slurry in and out of the digester. Gas outlet pipe is provided at top of the drum to let the gas out of drum. KVIC floating drum model is predominantly used in India and fig shows the schematic diagram of it.
Advantages and disadvantages of floating drum plant.
Advantages:
-
Higher gas production per cum of the digester volume is achieved.
-
Floating drum has welded braces, which help in breaking the scum by rotation.
-
No problem of gas leakage.
-
Constant gas pressure.
Disadvantages
-
It has higher cost, as cost is dependent on steel and cement
-
Heat is lost through the metal gasholder.
-
Gasholder required painting once or twice a year, depending on the humidity of the location.
-
Flexible pipe joining the gasholder to the main gas pipe requires maintenance, as ultraviolet rays in the sun damage it.
Fixed dome biogas plants (Constant volume)
To reduce the cost of biogas plants, researchers has designed fixed dome plants in which dome act as gasholder in place of high cost drum. Gasholder and digester constructed as single unit. The digesters of such plants are completely underground to maintain a perfect environment for anaerobic fermentation to take place besides avoiding cracking of dome due to difference in temperature and moisture.
Janatha Biogas Plants
Developed exclusively in India completely masonry structure. Provision of Inlet and outlet of raw and digested slurry is constructed in the form of tank. Slurry fed is allowed to undergo anaerobic fermentation in the digester. Gas produced as a result rises up and gets collected in the dome. As the pressure of gas stored in the dome increases, it pushes up the slurry down and causes the slurry level to increase both in inlet and outlet tanks. These levels drop down when the gas in the dome is used up. This displacement provides necessary pressure to push the gas up to the usage point. The pressure coming out of the dome is of variable type as constant in the case of floating drum type. Volume of gas stored in the plant is equal to the total volume of slurry displaced both in inlet and outlet tanks. Fig shows the janatha biogas plant model.
Deenbandhu Biogas Plants
One of the outstanding designs of biogas plants in Indian biogas development program is Deenbandhu biogas plant design. It is improved version of Janatha biogas plant model. Action for food production (AFPRO), a voluntary organization based in New Delhi, developed this model in 1984. This is constructed with locally available materials and the plant demand skillful manpower for construction. Important considerations for design modification are reduction in the overall construction cost, elimination of the loss of biogas through inlet chamber and maximum utilization of digester volume to make the operational HRT close to the designed HRT.
It is constructed by joining the two spheres of different diameters at their bases, thus reducing the cost of bricks used in construction of digester wall. Bottom part of the plant is a designed as a segment of sphere, whereas the top portion as hemisphere. In this plant feedstock is fed through concrete pipes and the digested slurry is taken out the digester through tank. As a precaution to avoid the entry of slurry through gas outlet pipe, outlet opening is constructed 150 mm lower than the bottom of gas outlet pipe.Gas holding capacity is 33 per cent of total capacity of the plant. Studies proved that the cost of deenbandhu is 30 and 45 per cent less than that of Janatha and KVIC biogas plants. Fig shows the schematic diagram of deenbandhu biogas plant model.
Advantages
-
It has low cost compare to floating drum type, as it uses only cement and no steel.
-
It has non-corrosion trouble.
-
It this type heat insulation is better as construction is beneath the ground.
-
Temperature will be constant.
-
Cattle and human excreta and long fibrous stalks can be fed.
-
No maintenance.
Disadvantages:
-
This type of plant needs the services of skilled masons, who are rather scarce in rural areas.
-
Gas production per cum of the digester volume is also less.
-
Scum formation is a problem as no stirring arrangement
-
It has variable gas pressure
Factors involved in biogas production
Biogas production involves different physical, chemical and biological process for conversion of biodegradable organic materials to energy rich gas.
C/N ratio
The ratio of carbon to nitrogen present in the feed material is called C:N ratio. It is a crucial factor in maintaining perfect environment for digestion. Carbon is used for energy and nitrogen for building the cell structure. Optimum condition for anaerobic digestion to take place ranges from 20 to 30:1. This means the bacteria use up carbon about 20 to 30 times faster than they use up nitrogen.
When there is too much carbon in the raw wastes, nitrogen will be used up first and carbon left over. This will make the digestion slow down and eventually stops. On the other hand if there is too much nitrogen, the carbon soon becomes exhausted and fermentation stops. The nitrogen left over will combine with hydrogen to form ammonia. This can kill or inhibit the growth of bacteria specially the methane producers.
Temperature
Temperature affects the rate of reaction happening inside the digester.Increase in the ambient temperature increases the rate of reaction thus increasing the biogas production as well. Methane bacteria work best at a temperature of 350 – 380 C. The fall in gas production starts at 200C and stops at a temperature of 100C. Studies howed that 2.25 m3 of gas was produced from 4.25m3 of cattle dung everyday when the digester temperature was 250C. When the temperature rose to 28.30C the gas production was increased by 50 per cent to 3.75 m3 per day.
Retention time
It is the theoretical time that particular volume of feedstock remains in the digester. In other words, retention time describes the length of time the material is subjected to the anaerobic reaction. It is calculated as the volume of digester divided by the feedstock added per day and it is expressed in days. Under anaerobic condition, the decomposition of the organic substances is slow and hence need to keep for long time to complete the digestion. In case of Indian digesters, where the feed stock is diluted with equal composition, so demarcation prevails between solid and liquid. In this case, biomass in the form of bacteria is washed out; hence the solid retention time (SRT) is equal to hydraulic retention time (HRT).
Loading rate
Loading rate is defined as the amount of raw material fed to the digester per day per unit volume. If the reactor is overloaded, acid accumulation will be more obviously affecting daily gas production. On the other hand, under loading of digester have negative impact in designed gas production.
Toxicity
Though small quantities of mineral ions like sodium, potassium stimulates the growth of bacteria, the high concentration of heavy metals and detergents have negative impact in gas production rate. Detergents like soap, antibiotics, and organic solvents are toxic to the growth of microbes inside the digester. Addition of these substances along with the feed stock should be avoided.
pH or hydrogen ion concentration
To maintain a constant supply of gas, it is necessary to maintain a suitable pH range in the digester. pH of the slurry changes at various stages of the digestion. In the initial acid formation stage in the fermentation process, the pH is around 6 or less and much of CO2 is given off. In the latter 2-3 weeks times, the pH increase as the volatile acid and N2 compounds are digested and CH4 is produced. The digester is usually buffered if the pH is maintained between 6.5 and 7.5. In this pH range, the micro – organisms will be very active and digestion will be very efficient. If the pH range is between 4 and 6 it is called acidic. If it is between 9 and 10 it is called alkaline. Both these are detrimental to the methanogenic (Methane production) organisms.
Total solid content
The raw cow dung contains 80-82% of moisture. The balance 18-20% is termed as total solids. The cow dung is mixed usually in the proportion of 1:1 in order to bring the total solid content to 8-10%. This adjustment of total solid content helps in digesting the materials at the faster rate and also in deciding the mixing of the various crop residues as feed stocks in biogas digester.
Feed rate
One of the prerequisites of good digestion is the uniform feeding of the digester so that the micro – organisms are kept in a relatively constant organic solids concentration at all times. Therefore the digester must be fed at the same time everyday with a balanced feed on the same quality and quantity.
Diameter to depth ratio
Studies reveal that gas production per unit volume of digester capacity was maximum, when the diameter to depth ratio was in the range of 0.66 to 1.00. One reason may be that because in a simple unstirred single stage digester the temperature varies at different depths. The most activity digesting sludge is in the lower half of the digester and this is less affected by changes in night and day temperature.
Nutrients
The major nutrients required by the bacteria in the digester are, C, H2, O2, N2, P and S, of these nutrients N2 and P are always in short supply and therefore to maintain proper balance of nutrients an extra raw material rich in phosphorus (night soil, chopped leguminous plants) should be added along with the cow dung to obtain maximum production of gas.
Degree of mixing
Bacteria in the digester have very limited reach to their food, it is necessary that the slurry is properly mixed and bacteria get their food supply. It is found that slight mixing improves the fermentation, however a violent slurry agitation retards the digestion.
Type of feed stocks
All plant and animal wastes may be used as the feed materials for a digester. When feed stock is woody or contains more of lignin, then digestion becomes difficult. To obtain as efficient digestion, these feed stocks are combined in proportions. Pre-digestion and finely chopping will be helpful in the case of some materials. Animal wastes are predigested. Plant wastes do not need pre-digestion. Excessive plant material may choke the digester.
Uses of biogas
Biogas serves as a suitable alternate fuel for satisfying the energy needs of human society. It can be used for production of power, for cooking, lighting, etc. Figure explains the flow chart of different applications of biogas.
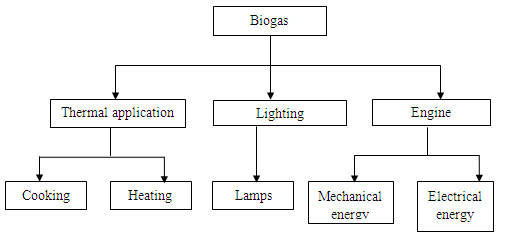
Fig. Applications of biogas
- Cooking and lighting
The primary domestic uses of biogas are cooking and lighting. Because biogas has different properties from other commonly used gases, such as propane and butane, and is only available at low pressures (4 - 8 cm water), stoves capable of burning biogas efficiently must be specially designed. Biogas burns with blue flame and without any soot and odour which is considered to be one of the major advantage compared to traditional cooking fuel like firewood and cow dung cake.
Lighting can be provided by means of a gas mantle, or by generating electricity. Biogas mantle lamps consume 2-3 cft per hour having illumination capacity equivalent to 40 W electric bulbs at 220 volts. This application is predominant in rural and unelectrified areas.
- Biogas as an Engine Fuel
Biogas can be used as a fuel in stationary and mobile engines, to supply motive power, pump water, drive machinery (e.g., threshers, grinders) or generate electricity. It can be used to operate four stroke diesel and spark ignition engines.Electricity generation using biogas is a commercially available and proven technology. Typical installations use spark-ignited propane engines that have been modified to operate on biogas. Biogas-fueled engines could also be used for other on-farm applications. As discussed below, diesel or gasoline engines can be modified to use biogas.
IC engines (typically used for electricity generation) can be converted to burn treated biogas by modifying carburetion to accommodate the lower volumetric heating value of the biogas into the engine and by adjusting the timing on the spark to accommodate the slower flame velocity of biogas ignition systems. When biogas is used to fuel such engines, it may be necessary to reduce the hydrogen sulphide content if it is more than 2 percent otherwise the presence will lead to corrosion of engine parts.
In terms of electricity production, small internal combustion engines with generator can be used to produce electricity in the rural areas with clustered dwellings thus promoting decentralized form of electricity avoiding grid losses.
- Use of biogas as vehicular fuel
Biogas is suitable as a fuel for most purposes, without processing. If it is to be used to power vehicles, however, the presence of CO2 is unsatisfactory, for a number of reasons. It lowers the power output from the engine, takes up space in the storage cylinders (thereby reducing the range of the vehicle), and it can cause problems of freezing at valves and metering points, where the compressed gasexpands, during running, refuelling, as well as in the compression and storage procedure. All, or most, of the CO2 must therefore be removed from the raw biogas, to prepare it for use as fuel for vehicles, in addition to the compression of the gas into high-pressure cylinders, carried by the vehicle.
Uses of biodigested slurry
The slurry after the digestion will be washed out of the digester which is rich in various plant nutrients such as nitrogen, phosphorous and potash. Well-fermented biogas slurry improves the physical, chemical and biological properties of the soil resulting qualitative as well as quantitative yield of food crops. Slurry from the biogas plant is more than a soil conditioner, which builds good soil texture, provides and releases plant nutrients. Since there are no more parasites and pathogens in the slurry, it is highly recommended for use in farming. The economic value of the slurry shows that investment can be gained back in three to four year's time if slurry is properly used.
The cow dung slurry after digestion inside the digester comes out with following characteristics and has following advantages:
-
When fully digested, effluent is odourless and does not attract insects or flies in the open condition.
-
The effluent repels termites whereas raw dung attracts them and they can harm plants fertilised with farmyard manure (FYM).
-
Effluent used as fertiliser reduces weed growth with about 50%. When FYM is used the undigested weed seeds cause an increased weed growth.
-
It has a greater fertilising value than FYM or fresh dung. The form in which nitrogen available can be easily assimilated by the crops.
Fig. Deenbandhu biogas plant
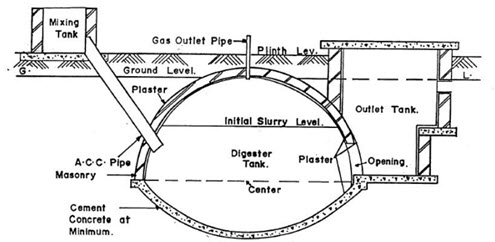
Fig. Floating drum biogas plant
Last modified: Tuesday, 1 October 2013, 11:23 AM