Site pages
Current course
Participants
General
Module 1. Dairy Development in India
Module 2. Engineering, thermal and chemical proper...
Module 3. Unit operation of various dairy and food...
Module 4. Working principles of equipment for rece...
Module 5. Dairy plant design and layout, compositi...
Module 6. Deterioration in products and their cont...
Module 7. Physical, chemical and biological method...
Module 8. Changes undergone by the food components...
Module 9. Plant utilities requirement.
References
Lesson 2. Engineering properties of milk and milk products
2.1 INTRODUCTION
Rheology is the study of the flow and deformation of matter. It is often used interchangeably with texture, which refers to the flow, deformation, and disintegration of a sample under force. In short, texture relates to solid foods, and viscosity - the tendency to resist flow - relates to fluid foods. Food can exhibit both solid and liquid characteristics, and rheology can identify the properties of such foods. Rheological studies are performed as a quality control method in dairy plants and as a technique for scientists to study the structure of the product.
Fluids will flow under the influence of forces, whereas solids will stretch, buckle or break. An ideal solid is represented by the Hooke solid, and the ideal liquid by the Newtonian liquid. Both are structureless (there are no atoms), isotropic (they have the same properties in all directions) and follow their respective laws exactly. Many materials can exert both types of properties, depending upon the environmental conditions and stresses they are subjected to. For example butter at 20 °C is regarded as a solid, although if the shearing force is sufficiently high, it can be made to flow or if its temperature is raised to above 50 ̊C, it will melt and behave like a fluid.
Some of the rheological properties are also used for assessing and monitoring the quality of products such as cream, dahi, butter and cheese.
2.1.1 VISCOSITY
The dynamic viscosity μ is a parameter related to the inner friction of a liquid or fluid. It is reduced when temperature is increased. Due to the friction of the fat (emulsified in milk) and the dispersed protein, the viscosity of milk is twice as high as that of water. It increases with the protein coagulation and increasing fat content.
The dimension of the dynamic viscosity is Ns/m2 or Pa-s; an old term is the centipoises cP ( 10-3 Pa-s). The value for milk at 5°C is a function of the fat content and ranges from 2.96 X 10-3 Pa-s (skimmed milk) and 3.25 X 10-3 Pa-s (whole milk); at 20°C we observe a range of 1.79 X 10-3 Pa-s and 2.13 X 10-3 Pa-s.
The viscosity of a fluid is the internal friction within the fluid. When a fluid is subjected to a shearing force (F) over a surface area (A), it will undergo a deformation known as flow (Fig. 2.1).
The shear stress is force/area. The rate of deformation termed as the shear rate is determined by the velocity gradient. For Newtonian fluids, there is a direct relationship between the shear stress (τ) and the rate of shear (dv/ dy). The ratio of the shear stress to shear rate is known as the dynamic viscosity or coefficient of viscosity (μ).
μ = τ/(dv/dy) = (Shear stress/ Shear rate) = (Nm-2/ s-1) = Nsm-2
Viscosity data are often plotted as shear stress against shear rate, either in ordinary or logarithmic co-ordinates (Fig.2.l). Such plots are known as rheograms.
The two common units for viscosity measurements arc the poise (p) in cgs and the Poiseuille (PI) in SI. One Poiseuille is the dynamic viscosity of a fluid which, when subjected to a shear stress of 1 N m-2 gives a shear rate of 1 s-1. The viscosity of water at 20 ̊C is 1.002 X 10-3 Nsm-2 or 1.002 cp.
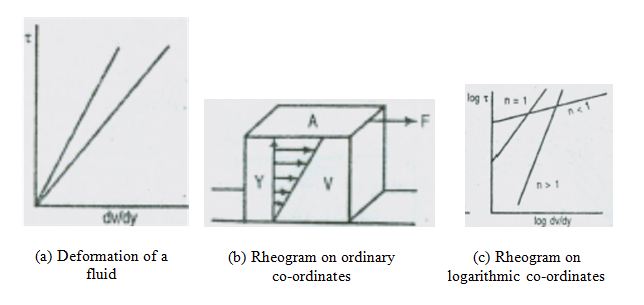
Fig. 2.1 Deformation and rheograms of fluid
Milk, skim milk, cheese, whey and whey permeate are usually considered to be Newtonian fluids. The viscosity of all fluids is temperature dependent. The viscosity of liquids, pastes, suspensions and emulsions decrease with increase in temperature between 2-10 % for each ̊C. Therefore, it is important to control the temperature accurately when measuring the viscosity and temperature should always be quoted with the results.
Occasionally, it is more appropriate to the term kinematic viscosity which is dynamic viscosity/density. Kinematic viscosity is measured directly by the Ostwald capillary flow type viscometer. The viscosity of solutions increases as the concentration increases in a non-linear fashion. At high concentrations, small additional changes in the concentration will lead to rapid changes in the viscosity. This could result in reduced flow rates, higher pressure drops, decreased turbulence and severe fouling in heating operations. In concentration
processes, the extent of concentration may well be limited by viscosity considerations. There is often a transition from Newtonian to non-Newtonian conditions as concentration proceeds.
Homogenisation and heat treatment both tend to increase the viscosity slightly, with homogenisation giving the milk a creamier mouth feel. The effect of homogenisation becomes more pronounced as the fat content increases.
The viscosity of milk products increases as the concentration increases. The viscosity of evaporated whole milk will depend upon the degree of forewarming, homogenisation conditions, the type of stabilizer used and the extent of the final temperature in-container heat treatment.
Viscosity is one of the main factors which limits the extent of concentration for ultrafiltration and reverse osmosis processes. The protein fraction makes the main contribution to the viscosity. Freshly separated cream has a fairly low viscosity. When cream is homogenised at fairly high pressures, usually after heat treatment, there is a significant increase in viscosity. Filling into cartons using piston filler will reduce the viscosity, probably due to shear breakdown but the viscosity then increases during cold storage. Cream cooled very quickly and stored at a uniform low temperature often shows a dilatant character.
Flow curves and viscosity curves for Newtonian and non-Newtonian fluids are shown in Fig.2.2 and Fig.2.3.
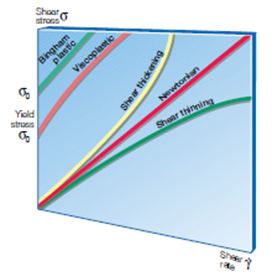
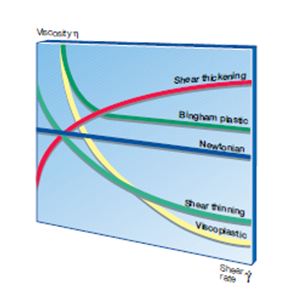
Fig. 2.2 Flow curves for Newtonian and non-Newtonian fluids Fig. 2.3 Viscosity curves for Newtonian and non-Newtonian fluids

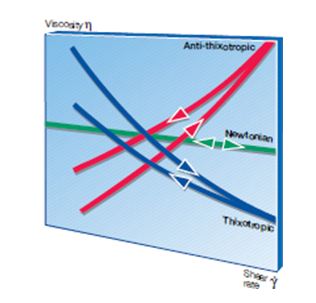
Fig. 2.4 Flow curves for time dependant non-Newtonian fluids Fig. 2.5 Viscosity curves for time dependant non-Newtonian fluids
2.1.2 Newtonian fluids
Newtonian fluids are those having a constant viscosity dependent on temperature but independent of the applied shear rate. One can also say that Newtonian fluids have direct proportionality between shear stress and shear rate in laminar flow.
A Newtonian fluid can therefore be defined by a single viscosity value at a specified temperature. Water, mineral and vegetable oils and pure sucrose solutions are examples of Newtonian fluids. Low-concentration liquids in general, such as whole milk and skimmilk, may for practical purposes be characterised as Newtonian fluids.
2.1.3 Non-Newtonian fluids
Materials which cannot be defined by a single viscosity value at a specified temperature are called non-Newtonian. The viscosity of these materials must always be stated together with a corresponding temperature and shear rate. If the shear rate is changed the viscosity will also change. Generally speaking, high concentration and low temperature induce or increase non-Newtonian behaviour.
Apart from being shear rate dependent, the viscosity of non-Newtonian fluids may also be time dependent, in which case the viscosity is a function not only of the magnitude of the shear rate but also of the duration and, in most cases, of the frequency of successive applications of shear. Non- Newtonian materials that are time independent are defined as shear thinning, shear thickening or plastic. Non-Newtonian materials that are time dependent are defined as thixotropic, rheopectic or anti-thixotropic. Flow curves and viscosity curves for time dependant non-Newtonian fluids are shown in Fig.2.4 and Fig.2.5.
2.1.4 Shear thinning flow behaviour
The viscosity of a shear thinning fluid (sometimes also denoted pseudoplastic fluid) decreases with increasing shear rate. Many liquid food systems belong to this category of fluids. The shear rate dependency of the viscosity can differ substantially between different products, and also for a given liquid, depending on temperature and concentration. The reason for shear thinning flow behaviour is that an increased shear rate deforms and/or rearranges particles, resulting in lower flow resistance and consequently lower viscosity.
Typical examples of shear thinning fluids are cream, juice concentrates, shampoo and salad dressings. It should be noted that although sucrose solutions show Newtonian behaviour independent of concentration, fruit juice concentrates are always significantly non-Newtonian. This property is found in certain complex solutions, such as lava, ketchup, whipped cream, blood, paint, and nail polish.
2.1.5 Shear thickening flow behaviour
The viscosity of a shear thickening fluid increases with increasing shear rate.
This type of flow behaviour is generally found among suspensions of very high concentration. A shear thickening fluid exhibits dilatant flow behaviour, i.e. the solvent acts as a lubricant between suspended particles at low shear rates but is squeezed out at higher shear rates, resulting in denser packing of the particles. Typical examples of shear thickening systems are wet sand and concentrated starch suspensions. Other examples are silly putty, Corn Starch and Water (Oobleck) and Silica and poly(ethylene glycol).
2.1.6 Plastic flow behaviour
A fluid which exhibits a yield stress is called a plastic fluid. The practical result of this type of flow behaviour is that a significant force must be applied before the material starts to flow like a liquid (often referred to as the ketchup effect). If the force applied is smaller than the force corresponding to the yield stress, the material stores the deformation energy, i.e. shows elastic properties, and hence behaves as a solid. Once the yield stress is exceeded, the liquid can flow like a Newtonian liquid and be described as a Bingham plastic liquid, or it can flow like a shear thinning liquid and be described as a viscoplastic liquid.
Typical plastic fluids are quarg, tomato paste, toothpaste, hand cream, certain ketchups and greases.
2.1.7 Thixotropic flow behaviour
A thixotropic fluid can be described as a shear thinning system where the viscosity decreases not only with increasing shear rate but also with time at a constant shear rate. Thixotropic flow behaviour is normally studied in a loop test. In this test the material is subjected to increasing shear rates followed by the same shear rates in decreasing order. The time-dependent thixotropic flow behaviour is seen from the difference between the ascending and descending viscosity and shear stress curves. To recover its structure, the material must rest for a certain period of time which is characteristic for the specific material. This type of flow behaviour is shown by all gel forming systems. Typical examples of thixotropic fluids are yoghurt, mayonnaise, margarine, ice cream and brush paint.
2.1.8 Rheopectic flow behaviour
A rheopectic fluid can be described as a thixotropic fluid but with the important difference that the structure of the fluid will only recover completely if subjected to a small shear rate. This means that a rheopectic fluid will not rebuild its structure at rest.
2.1.9 Anti-thixotropic flow behaviour
An anti-thixotropic fluid can be described as a shear thickening system, i.e. one where the viscosity increases with increasing shear rate, but also with time at a constant shear rate. As with thixotropic fluids, the flow behaviour is illustrated by a loop test. This type of flow behaviour is very uncommon among foodstuffs.
2.2 ELECTRICAL PROPERTIES
2.2.1 Electrical Conductance
Electrical resistance and conductance provide a measure of the ability of material to transport an electric current, resistance usually being preferred for solids and conductance for liquids.
Most dairy products are poor conductors of electricity. Milk has values ranging from 0.004 to 0.0055 mho/cm. There is little difference between varieties, as the major contribution arises from potassium and chloride ions. Increasing the concentration of milk solids would increase the specific conductance, but the relationship is not so straight forward. The conductance of concentrated skim milk is about 0.0078 mho/cm at 28% total solids, above this value it decreases; this is explained by the extremely complex salt-balance between the colloidal and soluble phases.
The presence of fat tends to decrease the specific conductance, the specific conductance of milk fat being less than 10-16 mho/cm. The development of acidity occurring during many fermentation has also been observed to increase the conductivity. Mastitic milk also has an increased conductivity due to its raised content of sodium and chloride ions. The electrical conductivity increases with increase in temperature.
It has been suggested that conductivity measurements may be useful for monitoring processes where such changes occur. The conductivity of dairy products will be important in ohmic heating processes.
2.2.2 Electrical Conductivity
Due to their ion content, milk is conducting an electrical current. This conductivity K has the dimension Siemens per meter [1 S/m = I / Ω.m] or is given more often in Siemens per cm. The specific conductivity of milk is low (4.10-5.5.10 S/cm at 25°C). It is controlled mainly by the levels of sodium and chloride ions; an increase in ions results in a conductivity increase. Udder diseases can be detected by an increase in conductivity of raw milk. The specific conductivity decreases with increasing fat content and thus is suitable for fat content determinations in automated processes.
Last modified: Saturday, 5 October 2013, 10:38 AM