Site pages
Current course
Participants
General
MODULE 1. PRINCIPLES AND TYPES OF CUTTING MECHANISM
MODULE 2. CONSTRUCTION AND ADJUSTMENT OF SHEAR AND...
MODULE 3. CROP HARVESTING MACHINERY
MODULE 4. FORAGE HARVESTING, CHOPPING AND HANLING ...
MODULE 5. THRESHING MECHANICS, TYPES OF THRESHES, ...
MODULE 6. MAIZE HARVESTING AND SHELLING EQUIPMENT
MODULE 7. ROOT CROP HARVESTING EQUIPMENT
MODULE 8. COTTON PICKING AND SUGARCANE HARVESTING ...
MODULE 9. PRINCIPLES OF FRUIT HARVESTING TOOLS AND...
MODULE 10. HORTICULTURAL TOOLS AND GADGETS
MODULE 11. TESTING OF FARM MACHINES, RELATED TEST ...
MODULE 12. SELECTION AND MANAGEMENT OF FARM MACHIN...
LESSON 10. SAFETY, ADJUSTMENTS AND PERFORMANCE OF THRESHERS
Safe Use of Threshers: Introduction of power wheat threshers has greatly reduced the time required for threshing as well as physical burden and drudgery of work for human beings. However, these machines have lead to the problem of involvement of the operators in accidents while using the thresher. The threshers are generally of spike-tooth cylinder type, chaff-cutter type and hammer mill or beater type. The crop is fed manually into these machines through a feeding chute. It has been observed that human factors such as inattentiveness, un-skilfulness, overwork, and physical incapability, wearing of loose clothes, hand-wears and use of intoxicants are mainly responsible for about 73% of accidents. The machine factors such as improper design of feeding systems, substandard material and defective design contribute to about 13% of accidents. Crop factors such as feeding of ear-heads, short crop stalks and wet crop contributed about 9% of accidents whereas inadequate light, crowded surroundings and slipping on the threshing yard contributed to about 5% of accidents. The threshing accidents can be minimized provided the farmers adopt the following measures:
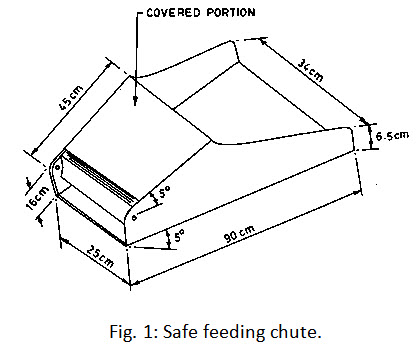
The farmer should buy only those threshers, which are fitted with safe feeding chute as per B.I.S. standards (Fig. 1). For safety, the minimum length of feeding chute should be kept 90 cm, covered upto a minimum of 45 cm and inclined to the horizontal at an angle of 5-10 degrees. The angle of covered portion with the base length of feeding chute should be kept equal to 5 degrees.
Employ only skilled and trained workers for feeding the crop to the thresher.
Avoid feeding ear-heads without stalks as it may lead to serious hand injuries. Similarly, feeding of wet crop should also be avoided which otherwise might lead to fire accidents.
Avoid talking while working on the thresher. Do not work on thresher under the influence of alcohol or any other intoxicants. Do not work on thresher for more than 8 hours or when feel tired. Do not wear loose clothes, wristwatch, and bangles while working on the thresher.
Ensure proper lighting in case the machine is to be operated at night, other poor visibility may lead to accidents.
Keep the work place and surroundings of thresher free of all kinds of obstructions.
Do not smoke or light a fire near the threshing yard.
Do not cross over the flat belt or moves near it.
Keep a first aid box handy for use in the event of need.
Adjustments in threshers: Adjustments involved in the threshers are:
Cylinder speed: A thresher is operated at a recommended speed for belt performance. The speed is changed by changing diameter of pulleys using the following relationship.
N = Np X Dp
d
Where,
N = Speed of thresher pulley, rpm
d = Diameter of thresher pulley, cm
Np = Speed of primary pulley, rpm
Dp = Diameter of primemover pulley, cm
Cylinder-concave clearance- It is adjusted by following methods:
-
Raising or lowering the cylinder
-
Adjusting height of concave assembly
-
Adjusting length of spikes
The clearance is measured at five points and an average is taken.
Blower speed: The speed of blower or aspirator is changed by using pulleys of different diameters in accordance with above equation.
Air flow: A thresher may be provided with a sliding gate for air flow adjustment at the same speed of blower or aspirator.
Sieve slope: The slope of cleaning and grading sieves is changed with the help of I-bolts of the units.
Speed and strokes of sieves: The frequency and stroke length of reciprocating sieves which govern the cleaning efficiency can be adjusted by changing the length of connecting rod or eccentricity of crankshaft or both in accordance with the available provisions.
Factors affecting performance: Parameters that are important for threshing which effect the separating and cleaning units are percent of seed separated through concave grate (separating efficiency) and the degree of the breakup of the straw. Most of the seed damage caused occurs in the threshing unit because of impact blows received during the threshing process. Seed damage may be visible or it may be internal which is determined only by germination tests.
Effects of feeding pattern upon cylinder and concave performance: When the material enters, a cross-flow cylinder has considerable effect upon cylinder and concave performance. Based on the tests performed on wheat and barley in the laboratory it was found that cylinder losses is twice as when fed heads first with the stalks parallel and the heads on top of the layer. The percentage of the grains that failed to pass through the concave grate was also twice as high. Tangled pattern, simulating the effect of header gave about the same cylinder losses as the head first feeding. Feeding heads first with the heads on the bottom of the layer was better than with the heads on top.
Effects of cylinder and concave design factors upon performance: With the increase in concave length the separation efficiency also gets increased but at the diminishing rate. Also, increased concave length increases the straw breakup and tends to increase the seed damage, especially with low moisture contents and high cylinder speeds.
Effects of operating conditions upon cylinder loss and seed damage: Threshing effectiveness is related to:
(i) Peripheral speed of the cylinder: Increasing the cylinder speed reduces the cylinder loss and but may substantially increase damage. Seeds of dicotyledonous plants, such as beans may be damaged excessively at peripheral speeds as low as 7.6 m/s.
(ii) Cylinder concave clearance: Reducing the cylinder concave clearance tends to reduces the cylinder losses but it increases the seed damage. But the effects are generally small in comparison with the effects of increasing cylinder peed.
(iii) Number of times the material passes through concave
(iv) Number of rows of concave teeth used with a spike tooth cylinder
(v) Type of crop
(vi) Moisture content of the crop: Seed damage increases as the seed moisture content is reduced. Several investigators found that germination of wheat was reduced when threshed at seed moisture content above or below the optimum range of about 17 to 22%.
(vii) Rate of material feeding: Increasing the non-grain feed rate increases the cylinder losses. Increased feed rate tends to reduce seed damage, but the effect is very small.
Effect of operating conditions upon straw breakup and seed separation through concave grate: Harvesting of cereal grains with combines having rasp-bar cylinders and open-grate concaves, 60 to 90% of the seed is usually separated through the concave grate. Increasing the cylinder speed or decreasing the clearance causes more seed to be forced through the grate, thereby reducing the amount of seed that must be handled by the walkers. Increasing the cylinder speed makes the layer of material between the cylinder and concave less dense, and decreasing the clearance makes it thinner. Increasing feed rate makes the layer denser and reduces the amount of seed separation.
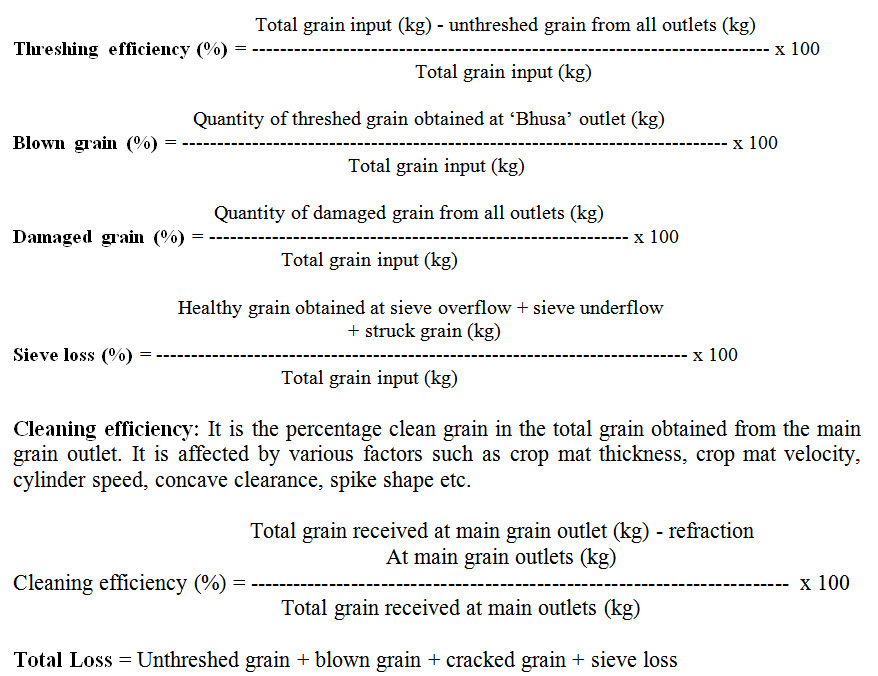
Performance of Threshing System: The performance of a threshing unit is the percent of seed detached from the non-grain parts of the plant and the percent of seed damaged. Two other important parameters are performance of cleaning and separating units. Power requirement is not a functional performance parameter. The performance of threshing system as defined by Bureau of Indian Standards in IS: 6284-1971 is given below:
Total grain input: It is the feed rate multiplied by grain content as obtained from straw-grain ratio.
-
Last modified: Wednesday, 11 September 2013, 11:44 AM