Site pages
Current course
Participants
General
MODULE 1. Orhtographic Projections of Machine comp...
MODULE 2. Types of joints
MODULE 3. Computer Aided drawing
MODULE 4. Numeric control systems
Topic 5
Topic 6
Topic 7
Topic 8
Topic 9
Topic 10
LESSON 15. Computer numerical control, direct numerical control, combined CNC /DNC
15.1.Introduction
When computers were introduced in Numeric control it became Computer Numeric control.CNC machines are widely used now a days in almost every branch of engineering.
15.2. Computer numerical control
Computer Numerical Control (CNC) is one in which the functions and motions of a machine tool are controlled by means of a prepared program containing coded alphanumeric data.CNC can control the motions of the work piece or tool, the input parameters such as feed, depth of cut, speed, and the functions such as turning spindle on/off, turning coolant on/off etc.,
A CNC system consists of three basic components
Part Program
1 . Part program
2 . Machine Control Unit (MCU)
3 . Machine tool (lathe, drill press, milling machine etc)
15.2.1.Part Program
The part program is a detailed set of commands to be followed by the machine tool. Each command specifies a position in the Cartesian coordinate system (x,y,z) or motion (work piece travel or cutting tool travel), machining parameters and on/off function
15.2.2.Machine Control Unit
The machine control unit (MCU) is a microcomputer that stores the program and executes the commands into actions by the machine tool. The MCU consists of two main units: the data processing unit (DPU) and the control loops unit (CLU). The DPU software includes control system software, calculation algorithms, translation software that converts the part program into a usable format for the MCU, interpolation algorithm to achieve smooth motion of the cutter, editing of part program (in case of errors and changes). The DPU processes the data from the part program and provides it to the CLU which operates the drives attached to the machine lead screws and receives feedback signals on the actual position and velocity of each one of the axes.
15.2.3.Machine tool
The machine tool could be one of the following: lathe, milling machine, laser, plasma, coordinate measuring machine etc
15.3.Direct numerical control
Direct numerical control (DNC), also known as distributed numerical control (also DNC), is a common manufacturing term for networking CNC machine tools. On some CNC machine controllers, the available memory is too small to contain the machining program (for example machining complex surfaces), so in this case the program is stored in a separate computer and sent directly to the machine, one block at a time. If the computer is connected to a number of machines it can distribute programs to different machines as required. Usually, the manufacturer of the control provides suitable DNC software. However, if this provision is not possible, some software companies provide DNC applications that fulfill the purpose. DNC networking or DNC communication is always required when CAM programs are to run on some CNC machine control.
The tape reader is omitted in DNC thus relieving the system of its least reliable component. Instead of using tape reader the part program is transmitted to the machine tool directly from the computer memory. In principle, one computer can be used to control more than 100 separate machines.
The system consists of four components.
1.Central computer
2. Bulk memory which stores the NC part programs.
3. Telecommunication lines.
4. Machine Tools.
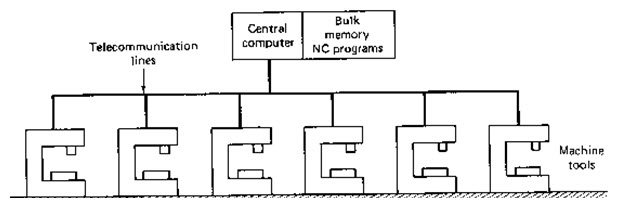
Fig15.1.Direct Numeric Control
15.4.Combined CNC /DNC
The DNC and CNC had their own advantages and disadvantages. To eliminate these disadvantages, the combined CNC/DNC was evolved. The combination of DNC and CNC provides the opportunity to add new capabilities and refine existing capabilities in these computerized manufacturing systems.
The elimination of the use of punched tape as the input media for CNC machines.
The DNC computer downloads the program directly to the CNC computer memory. Unlike the machine control unit in a conventional DNC system, the CNC controller has sufficient storage capacity to accept the entire part program.
The part program is downloaded once rather than in a block-by-block procedure. This reduces the amount of communication required between the central computer and each machine tool.
The flexibility enables to restrict the information needed by the particular firm alone.
Last modified: Monday, 16 September 2013, 7:32 AM